
电阻焊点焊工艺ppt课件.ppt

天马****23


1/10
2/10
3/10

4/10

5/10

6/10

7/10

8/10
9/10
10/10
亲,该文档总共92页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

电阻焊点焊工艺ppt课件.ppt
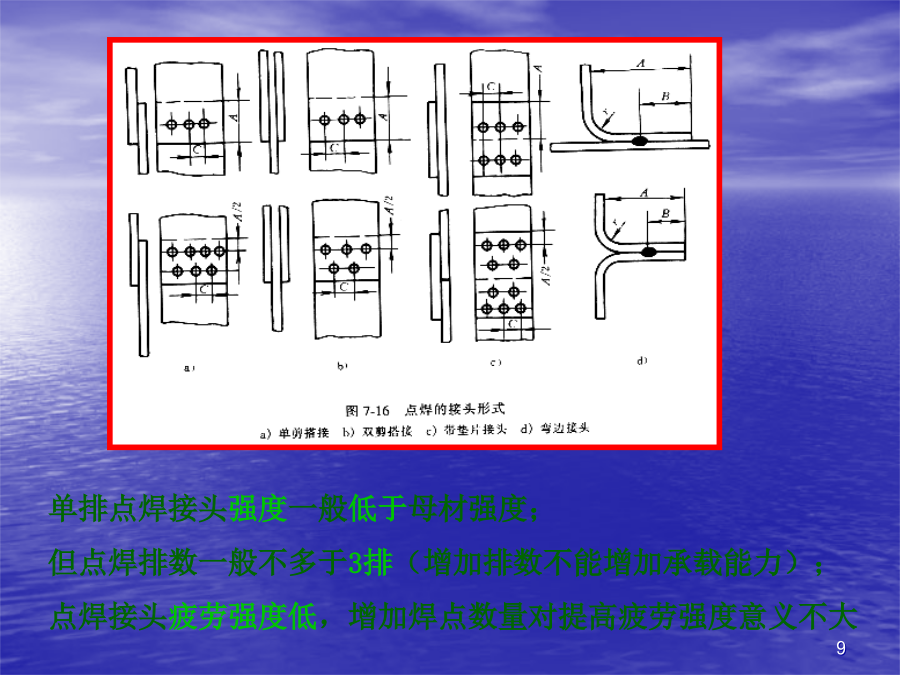
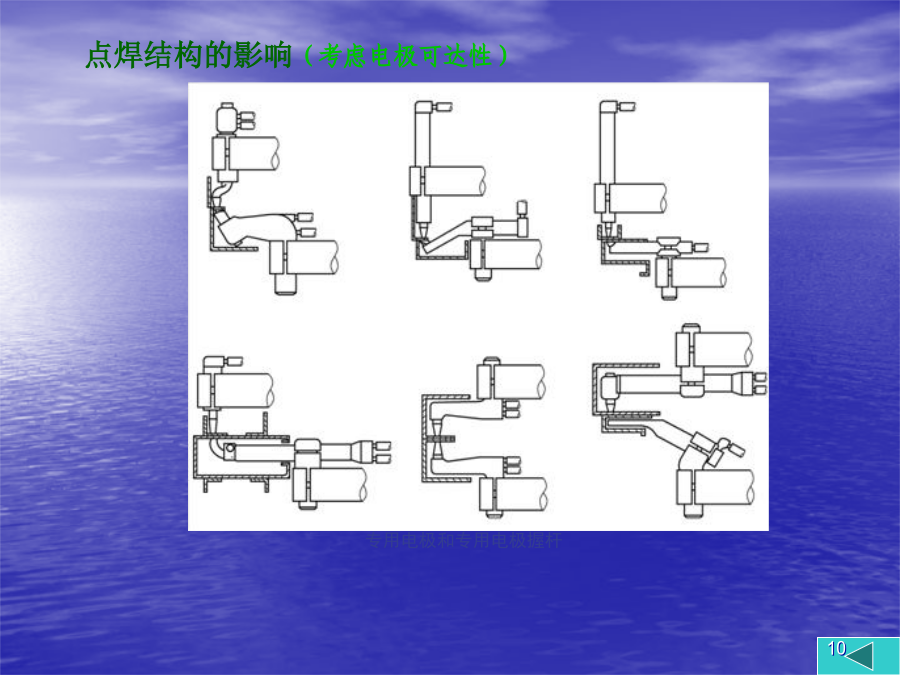
3.点焊工艺点焊质量要求:1、熔核应均匀,对称分布在两焊件的贴合面上;2、接头应有一定的强度(取决于熔核尺寸、熔核本身、HAZ显微组织及缺陷情况)二、点焊接头设计点焊接头型式a)搭接接头b)折边接头边距的最小值取决于被焊金属的种类,厚度和焊接条件。对于屈服强度高的金属、薄件或采用强条件时可取较小值。搭接量是边距的两倍,推荐的最小搭接量:点距即相邻两点的中心距,其最小值与被焊金属的厚度、导电率,表面清洁度,以及熔核的直径有关,推荐的最小点距:装配间隙必须尽可能小,因为靠压力消除间隙将消耗一部分电极压力,使实

不锈钢车体电阻焊焊点修补工艺研究.docx
不锈钢车体电阻焊焊点修补工艺研究标题:不锈钢车体电阻焊焊点修补工艺研究摘要:不锈钢车体电阻焊焊点修补工艺对于提高车体焊接质量和延长使用寿命具有重要意义。本论文通过对不锈钢焊接工艺和焊点修补技术的研究,针对焊接工艺存在的问题和修补难度,提出了一种改进的不锈钢车体电阻焊焊点修补工艺,并对该工艺进行了实验验证,结果表明该工艺能够有效提高焊接质量和修补效果。同时,本论文还对不锈钢车体电阻焊焊点修补工艺的适用范围和优势进行了分析和讨论。关键词:不锈钢;车体电阻焊;焊点修补;工艺研究第一章:引言1.1研究背景1.2研

焊接工艺培训电阻焊部分ppt课件.ppt
序言焊装车间主要的焊接工艺方式有多种:电阻焊、CO2气体保护焊、TIG焊、MIG焊、螺柱焊等,本次的主要和大家一起探讨电阻焊部分。电阻焊原理热量如何产生的呢??2.影响产热的因素影响产热的因素2)焊接电流的影响焊接电流的影响比电阻和时间两者都大。在点焊过程中必须严格控制3)焊接时间的影响焊接电流和焊接时间在一定范围内可以互相补充。两种可供选择的焊接规范:4)电极压力的影响电极压力对两电极间总电阻R有显著的影响,随着电极压力的增大,R显著减小,此时焊接电流虽略有增加,但不能影响因R减小而引起的产热的减小,因

电阻焊原理与讲解ppt课件.ppt
第一节电阻焊电阻焊特点优点:生产率高、焊接变形小、劳动条件好、不需另加焊接材料、操作简便、易实现机械化等。缺点:其设备较一般熔焊复杂、耗电量大、适用的接头形式与可焊工件厚度(或断面尺寸)受到限制。分类电阻焊分为点焊、缝焊和对焊三种形式。一、点焊点焊是利用柱状电极加压通电,在搭接工件接触面之间焊成一个个焊点的焊接方法,如图4-24所示。焊完一个点后,电极将移至另一点进行焊接。当焊接下一个点时,有一部分电流会流经已焊好的焊点,称为分流现象。分流将使焊接处电流减小,影响焊接质量。因此两个相邻焊点之间应有一定距离

电阻焊详细说明ppt课件.ppt
电阻点焊技术手册内容概要一、电阻点焊基础理论焊接概述现代汽车车身制造方式点焊的优点点焊原理点焊原理点焊的工作过程影响焊接品质的四大因素影响点焊品质之因素通电电流通电时间电极头加压力电极头的尺寸与状态焊接条件与规范二、检验方式剪力试验与扭力试验破坏性起子试验非破坏性起子试验超音波试验三、Spotwelding常见问题点及对策Spotwelding常见问题点-1Spotwelding常见问题点-2何为“焊点分流现象”?点焊分流现象的成因、危害与对策Spotwelding常见问题点-3Spotwelding常见