
制袋成型器的设计.ppt

lj****88

1/10
2/10

3/10
4/10
5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共31页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

制袋成型器的设计.ppt
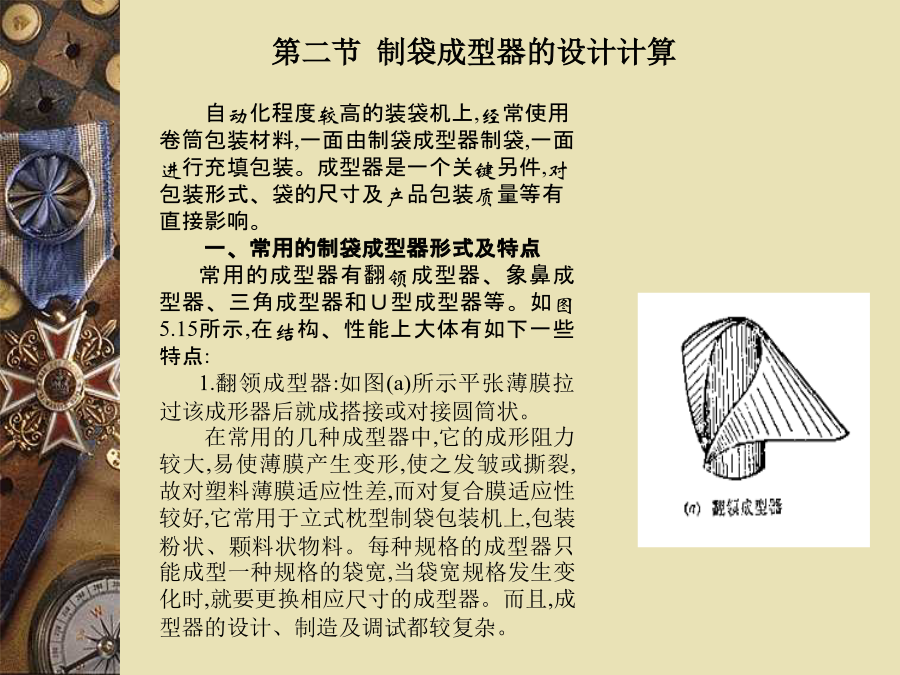
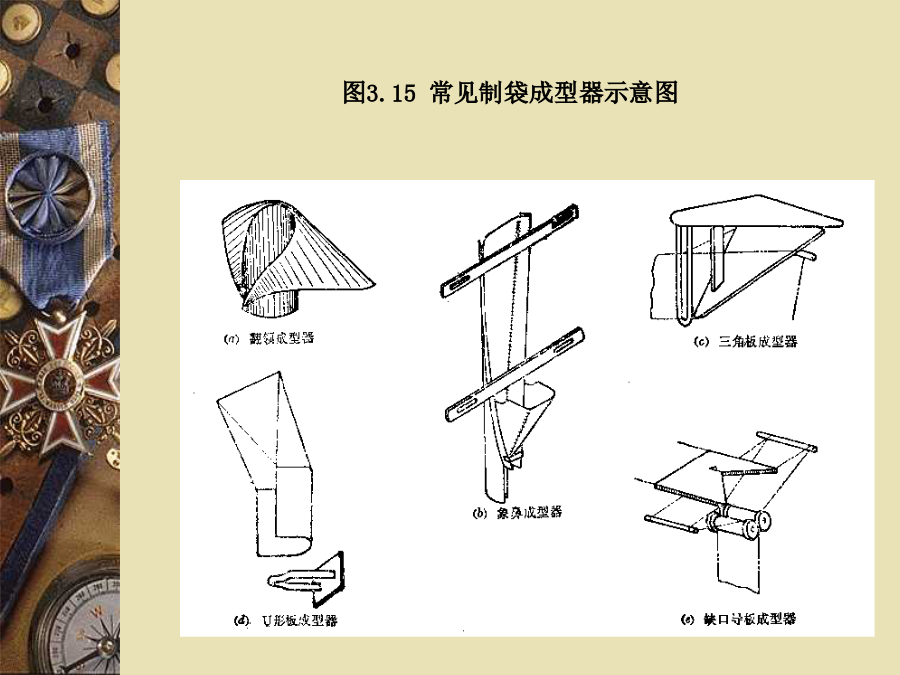
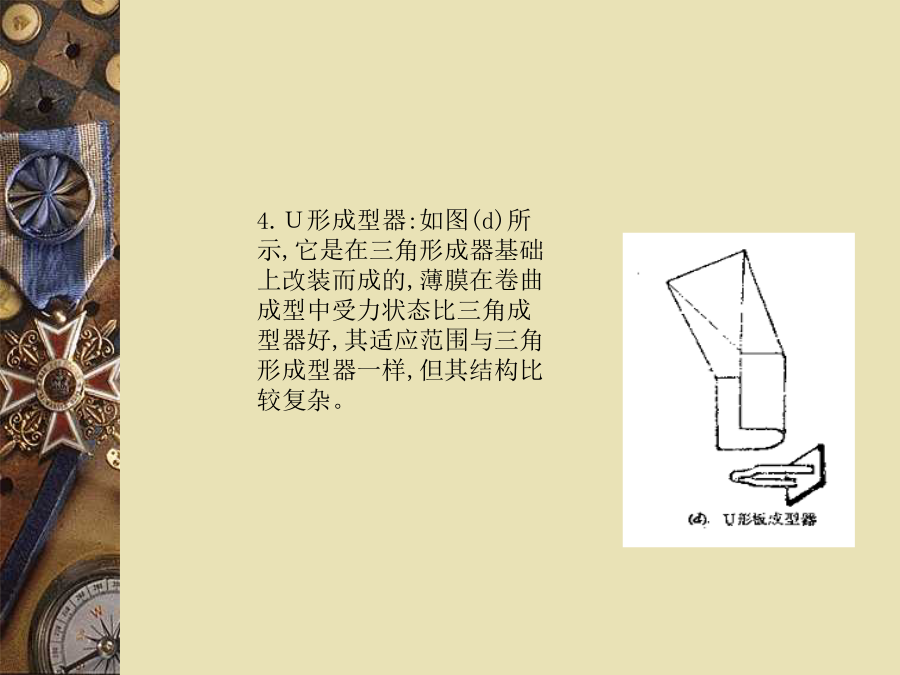
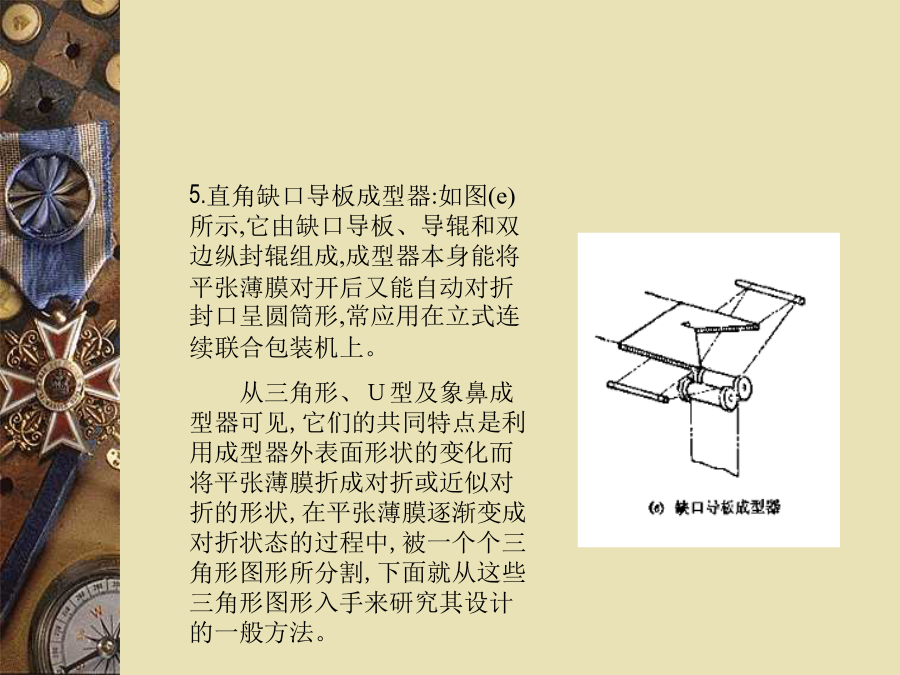
4.U形成型器:如图(d)所示,它是在三角形成器基础上改装而成的,薄膜在卷曲成型中受力状态比三角成型器好,其适应范围与三角形成型器一样,但其结构比较复杂。5.直角缺口导板成型器:如图(e)所示,它由缺口导板、导辊和双边纵封辊组成,成型器本身能将平张薄膜对开后又能自动对折封口呈圆筒形,常应用在立式连续联合包装机上。从三角形、U型及象鼻成型器可见,它们的共同特点是利用成型器外表面形状的变化而将平张薄膜折成对折或近似对折的形状,在平张薄膜逐渐变成对折状态的过程中,被一个个三角形图形所分割,下面就从这些三角形图形

四角封翻领制袋成型器的研究.docx
四角封翻领制袋成型器的研究四角封翻领制袋成型器的研究摘要:四角封翻领制袋成型器是一种重要的包装设备,广泛应用于食品、医药、化妆品等行业。本文通过对四角封翻领制袋成型器的原理、结构及应用进行研究,总结了不同类型四角封翻领制袋成型器的特点和优势,并探讨了其未来的发展方向。关键词:四角封翻领制袋成型器、原理、结构、应用、发展方向第一部分:引言四角封翻领制袋成型器是一种用于将平面薄膜经过折叠、定位、贴合等步骤制作成具有四个封口和翻领的制袋设备。随着包装行业的发展和市场需求的增加,四角封翻领制袋成型器在包装行业中的

一种袋成型用成型器.pdf
本发明提供一种袋成型用成型器,包括从上到下依次设置的翻领成型器、纵封组件、横封组件以及切断倒角机构,该翻领成型器包括左导块和右导块,左导块与右导块通过导轴相连,导轴上转动连接有导轮,左导块与右导块之间还沿竖直方向设置有进料管,进料管的顶部与下料斗相导通,本发明将进料管整合在翻领成型器的内侧,并将纵封组件设置在进料管的底端并设置在进料管远离导轮的一侧,整体集成度高,缩小了成型器的体积,热封性能更佳;而且,左导块与右导块两者在设置有进料管的一端均开设有用于对卷料进行翻领的弧形面,再结合导轮的设置,能有效的防止

基于逆向工程的翻领制袋成型器的制作工艺研究.docx
基于逆向工程的翻领制袋成型器的制作工艺研究翻领制袋是一种常见的包装袋形式,在广泛的商品包装中被使用。制袋工艺中的翻领制作是整个制袋过程中最为重要的一步,因为翻领的制作质量直接影响到袋子的整体美观度和使用寿命。本论文将介绍基于逆向工程的翻领制袋成型器的制作工艺研究。一、逆向工程逆向工程是一种通过对产品进行逆向测试,来获得产品设计的方法。逆向工程可以将一个复杂的物品分解成容易理解和制造的零件,将其重新组装成一个可用的、可制造的实体模型。一般来说,逆向工程的流程包括以下几个步骤:1.收集产品信息,包括零件图、三

基于逆向工程的翻领制袋成型器的制作工艺研究的综述报告.docx
基于逆向工程的翻领制袋成型器的制作工艺研究的综述报告随着科技的快速发展,逆向工程技术在现代制造业中越来越得到重视。逆向工程技术可以通过将物体进行数字化处理,并通过数字化图像分析、三维建模和快速成型等手段进行再生产。因此,利用逆向工程技术来研究制作机器的工艺技术,成为近年来研究人员的热点。本文将综合介绍基于逆向工程的翻领制袋成型器的制作工艺研究。一、翻领制袋成型器的概述翻领制袋成型器是一种自动化的特殊工具,主要用于生产服装、箱包、鞋帽等行业的制袋材料。传统的制袋过程需要纺织面料、人工切割、缝合等多个工序,制