
城市活塞和活塞杆的检修.docx

ca****ng


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

城市活塞和活塞杆的检修.docx
城市活塞和活塞杆的检修(1)活塞加工完以后,应进展水压试验,水压一般为最大工作压力的1.5倍,维持lOmin不得有渗漏和剩余变形。(2)活塞消失裂纹时,一般应报废;活塞圆柱面因活塞环参加摩擦而磨损有限,通常不加修理;当气缸镗缸加大了直径时,需按加大后的直径尺寸选配新活塞;只有当活塞磨伤或活塞环槽及筒形活塞销孔磨损时,才加以修理。(3)当活塞擦伤、有划痕时,可先用锉刀将磨伤、结瘤处当心锉净,再用油石轻轻打磨光滑。(4)小型筒形活塞销孔磨损时,应按配制加大的活塞销直径,用具有导柄的活塞铰刀进展铰孔。铰削时,不

城市活塞和活塞杆的检修.docx
城市活塞和活塞杆的检修(1)活塞加工完以后,应进行水压试验,水压一般为最大工作压力的1.5倍,维持lOmin不得有渗漏和残余变形。(2)活塞出现裂纹时,一般应报废;活塞圆柱面因活塞环参与摩擦而磨损有限,通常不加修理;当气缸镗缸加大了直径时,需按加大后的直径尺寸选配新活塞;只有当活塞磨伤或活塞环槽及筒形活塞销孔磨损时,才加以修理。(3)当活塞擦伤、有划痕时,可先用锉刀将磨伤、结瘤处小心锉净,再用油石轻轻打磨光滑。(4)小型筒形活塞销孔磨损时,应按配制加大的活塞销直径,用具有导柄的活塞铰刀进行铰孔。铰削时,不

城市活塞和活塞杆的检修.docx
城市活塞和活塞杆的检修-1--2-城市活塞和活塞杆的检测、修理(1)活塞加工完以后应进行水压试验水压一般为最大工作压力的1.5倍维持lOmin不得有渗漏和残余变形。(2)活塞出现裂纹时一般应报废;活塞圆柱面因活塞环参与摩擦而磨损有限通常不加修理;当气缸镗缸加强了直径时需按加强后的直径尺寸选配新活塞;只有当活塞磨伤或活塞环槽及筒形活塞销孔磨损时才加以修理。(3)当活塞擦伤、有划痕时可先用锉刀将磨伤、结瘤处小心锉净再用油石轻轻打磨光滑。(4)小型筒形活塞销孔磨损时应按配制加强的活塞销直径用具备导柄的活
活塞和活塞杆2学时专题.ppt
目录1.活塞1.1概述1.1概述1.1.2活塞的设计要求1.2基本结构型式1.2.1按作用方式分1.2.2单作用筒形活塞减轻重量的轻型活塞高压分级筒形活塞低压分级筒形活塞2)倒级差筒形活塞3)活塞销其它形式的活塞销?4)刮油环润滑油进入气缸的过程梯形截面刮油环的刮油过程双刃刮油环1.2.3双作用盘形及鼓形活塞盘形活塞鼓形活塞焊接鼓形活塞组合鼓形活塞1.2.4有十字头压缩机级差式活塞1.2.5柱塞1.2.6活塞和活塞销常用的材料2活塞杆功能活塞杆常用的材料活塞杆的强度校核
活塞杆密封.pdf
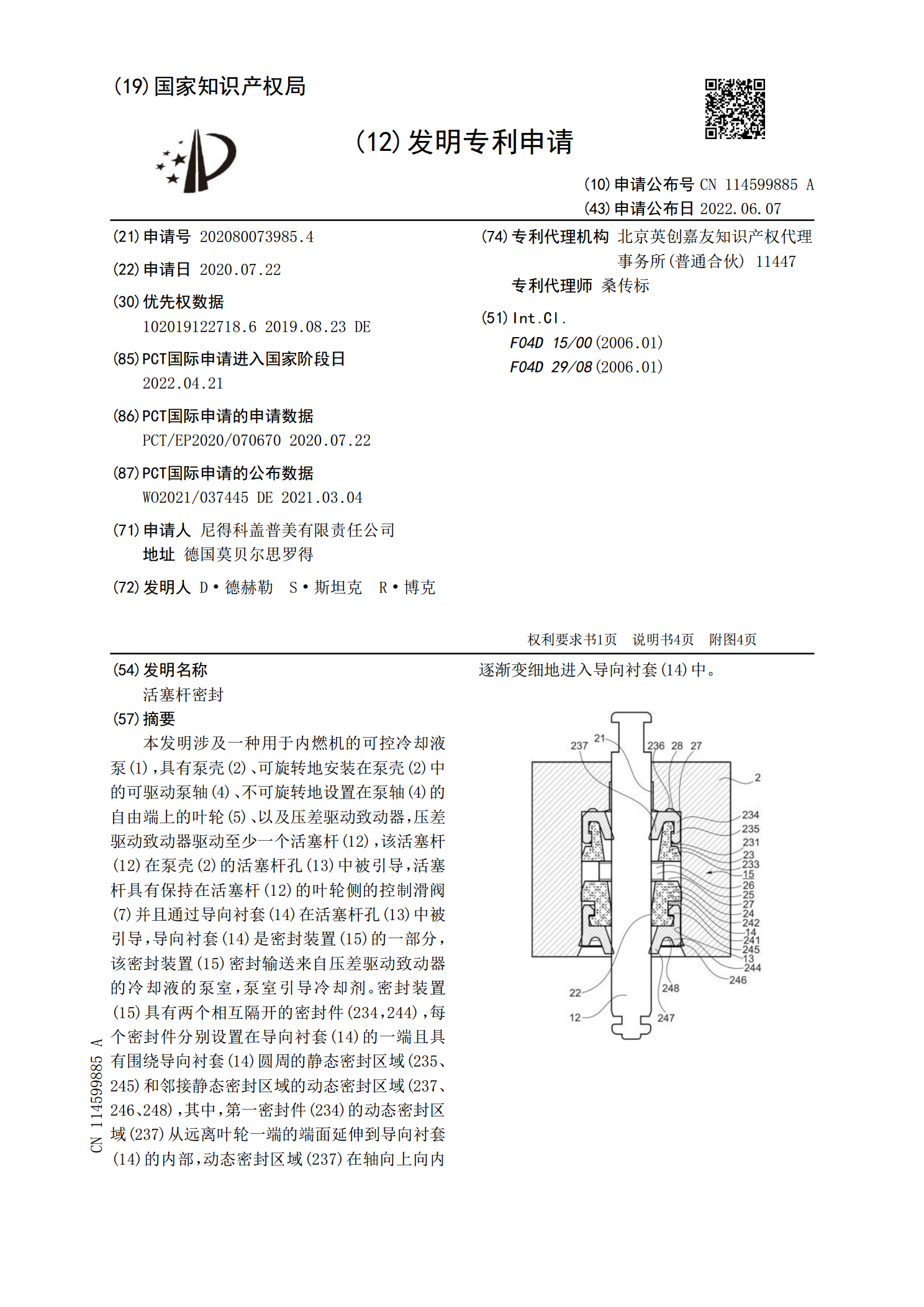
本发明涉及一种用于内燃机的可控冷却液泵(1),具有泵壳(2)、可旋转地安装在泵壳(2)中的可驱动泵轴(4)、不可旋转地设置在泵轴(4)的自由端上的叶轮(5)、以及压差驱动致动器,压差驱动致动器驱动至少一个活塞杆(12),该活塞杆(12)在泵壳(2)的活塞杆孔(13)中被引导,活塞杆具有保持在活塞杆(12)的叶轮侧的控制滑阀(7)并且通过导向衬套(14)在活塞杆孔(13)中被引导,导向衬套(14)是密封装置(15)的一部分,该密封装置(15)密封输送来自压差驱动致动器的冷却液的泵室,泵室引导冷却剂。密封装置