
加工余量及工序尺寸.ppt

lj****88


1/10

2/10

3/10

4/10

5/10
6/10

7/10
8/10

9/10

10/10
亲,该文档总共47页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

加工余量及工序尺寸.ppt
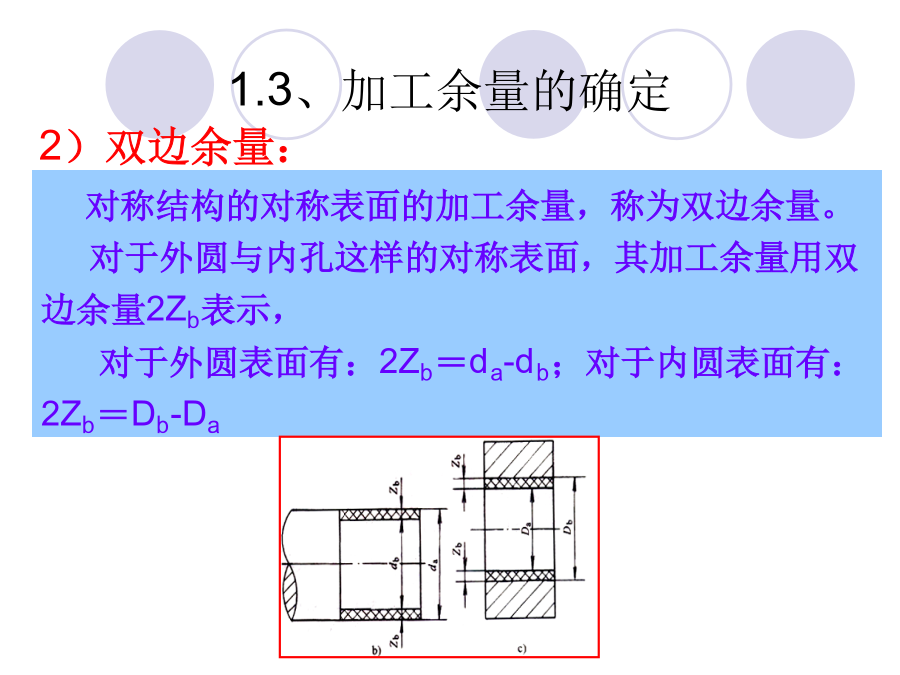
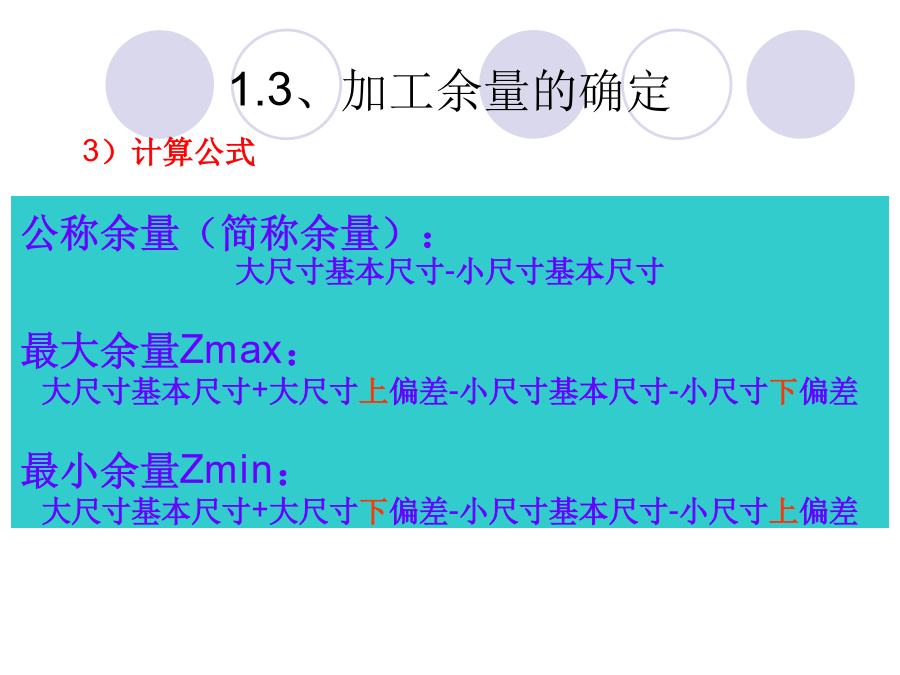
1.34加工余量及工序尺寸1.1、加工余量1.2、确定加工余量的方法1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定对被包容尺寸(轴径):上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、键槽):下偏差为0,其最小尺寸就是基本尺寸。二、工序尺寸2.1、基准重合的计算设计基准(定位基准)2.1、基准重合的计算2.1、基准重合的计算2.2、基准不重合的计算设计基准2.2、基准不重合的计算零件,两端面已加工完毕,加工孔底面C
加工余量工序尺寸与公差.ppt
1、加工余量概念2、加工余量确定3、工序尺寸与公差的确定1、加工余量的概念加工总余量和工序余量的关系可用下式表示:非对称表面,加工余量一般为单边余量,可表示为:对称表面,其加工余量为双边余量,可表示为:Di-1余量公差Tz:Tz=Ta+Tb“入体原则”工序余量的影响因素综合上述各影响因素,可有如下余量计算公式:对于单边余量2、加工余量的确定浮动镗刀块螳孔或采用浮动铰刀铰孔或采用拉刀拉孔时:3、工序尺寸与公差的确定例:某轴直径为φ50mm尺寸精度要求为IT5表面粗糙度要求为Ra0.04um要求高频淬火,毛坯

加工余量及工序尺寸-PPT.ppt
加工余量及工序尺寸1.1、加工余量1.2、确定加工余量的方法1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定大家应该也有点累了,稍作休息1.3、加工余量的确定1.3、加工余量的确定对被包容尺寸(轴径):上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、键槽):下偏差为0,其最小尺寸就是基本尺寸。二、工序尺寸2.1、基准重合的计算设计基准(定位基准)2.1、基准重合的计算2.1、基准重合的计算2.2、基准不重合的计算设计基准2.2、基准不重合的计算零件,两端面已加

加工余量及工序尺寸-PPT.ppt
加工余量及工序尺寸1.1、加工余量1.2、确定加工余量的方法1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定大家应该也有点累了,稍作休息1.3、加工余量的确定1.3、加工余量的确定对被包容尺寸(轴径):上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、键槽):下偏差为0,其最小尺寸就是基本尺寸。二、工序尺寸2.1、基准重合的计算设计基准(定位基准)2.1、基准重合的计算2.1、基准重合的计算2.2、基准不重合的计算设计基准2.2、基准不重合的计算零件,两端面已加

加工余量及工序尺寸ppt课件.ppt
1.34加工余量及工序尺寸1.1、加工余量1.2、确定加工余量的方法1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定1.3、加工余量的确定对被包容尺寸(轴径):上偏差为0,其最大尺寸就是基本尺寸;对包容尺寸(孔径、键槽):下偏差为0,其最小尺寸就是基本尺寸。二、工序尺寸2.1、基准重合的计算设计基准(定位基准)2.1、基准重合的计算2.1、基准重合的计算2.2、基准不重合的计算设计基准2.2、基准不重合的计算零件,两端面已加工完毕,加工孔底面C