
奥氏体不锈钢MIG焊与激光-MIG复合焊对比分析.docx

骑着****猪猪


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

奥氏体不锈钢MIG焊与激光-MIG复合焊对比分析.docx
奥氏体不锈钢MIG焊与激光-MIG复合焊对比分析摘要:本文综合分析奥氏体不锈钢MIG焊与激光-MIG复合焊的性能及应用,对两种焊接方法的优缺点进行了比较,并深入探讨预热温度、焊接速度、焊接功率及气体保护等因素对焊接质量的影响。关键词:奥氏体不锈钢;MIG焊;激光-MIG复合焊;预热温度;焊接速度;焊接功率;气体保护1.介绍奥氏体不锈钢是一种具有良好抗腐蚀、耐高温、高强度、高硬度和高延展性的金属材料,广泛应用于航空、化工、冶金、建筑等领域的生产加工中。MIG焊是一种热力焊接方法,可用于奥氏体不锈钢的焊接,其

304不锈钢MIG、激光和激光-MIG复合焊接工艺对比研究.docx
304不锈钢MIG、激光和激光-MIG复合焊接工艺对比研究304不锈钢材料具有良好的耐腐蚀性、高强度和良好的加工性能等优点,在许多领域得到广泛应用。然而,焊接是不锈钢加工中的一个重要环节,不锈钢焊接过程中易产生气孔、热裂纹等缺陷,从而影响其综合性能。为了解决这些问题,学者们对不同焊接工艺进行了研究,其中包括MIG焊接、激光焊接和激光-MIG复合焊接。本文将就这三种焊接工艺在304不锈钢焊接中的应用进行对比研究。MIG焊接是一种常用的金属惰性气体保护焊接方法,通过在焊接过程中将惰性气体保护熔融池,以防止氧气

TIG-MIG复合焊电弧分析及计算模拟.docx
TIG-MIG复合焊电弧分析及计算模拟TIG-MIG复合焊电弧分析及计算模拟一、绪论TIG-MIG复合焊是一种高效节能、具有优良焊缝质量的现代焊接技术。其主要特点是在保护气环境下,采用TIG焊和MIG焊两种焊接方法交替进行。TIG-MIG复合焊技术结合了两种最常见的焊接方法,即TIG(氩弧焊)和MIG(金属惰性气体保护焊)技术。TIG-MIG复合焊有着焊缝质量高、焊接速度快、热影响小等优点,在航空、船舶、轮船修造、电站和化工等领域得到广泛应用。本文将围绕TIG-MIG复合焊进行电弧分析及计算模拟研究。二、

基于CFD的超声辅助激光-MIG复合焊炬保护气体流场分析.docx
基于CFD的超声辅助激光-MIG复合焊炬保护气体流场分析摘要超声辅助激光-MIG复合焊技术是目前较为先进的焊接方法之一,研究其保护气体流场有助于优化焊接质量。本文针对该焊接技术,利用CFD方法对其保护气体流场进行模拟计算,探究其影响因素及改善方法。模拟结果显示,气体流动的速度和方向对当前焊接质量产生明显的影响,适当的改善气体流场能够有效提高焊接质量和产率。关键词:超声辅助激光-MIG复合焊;保护气体;CFD;流场分析1.简介超声辅助激光-MIG复合焊技术是一种新型的焊接方法,其结合了超声振动技术、激光技术
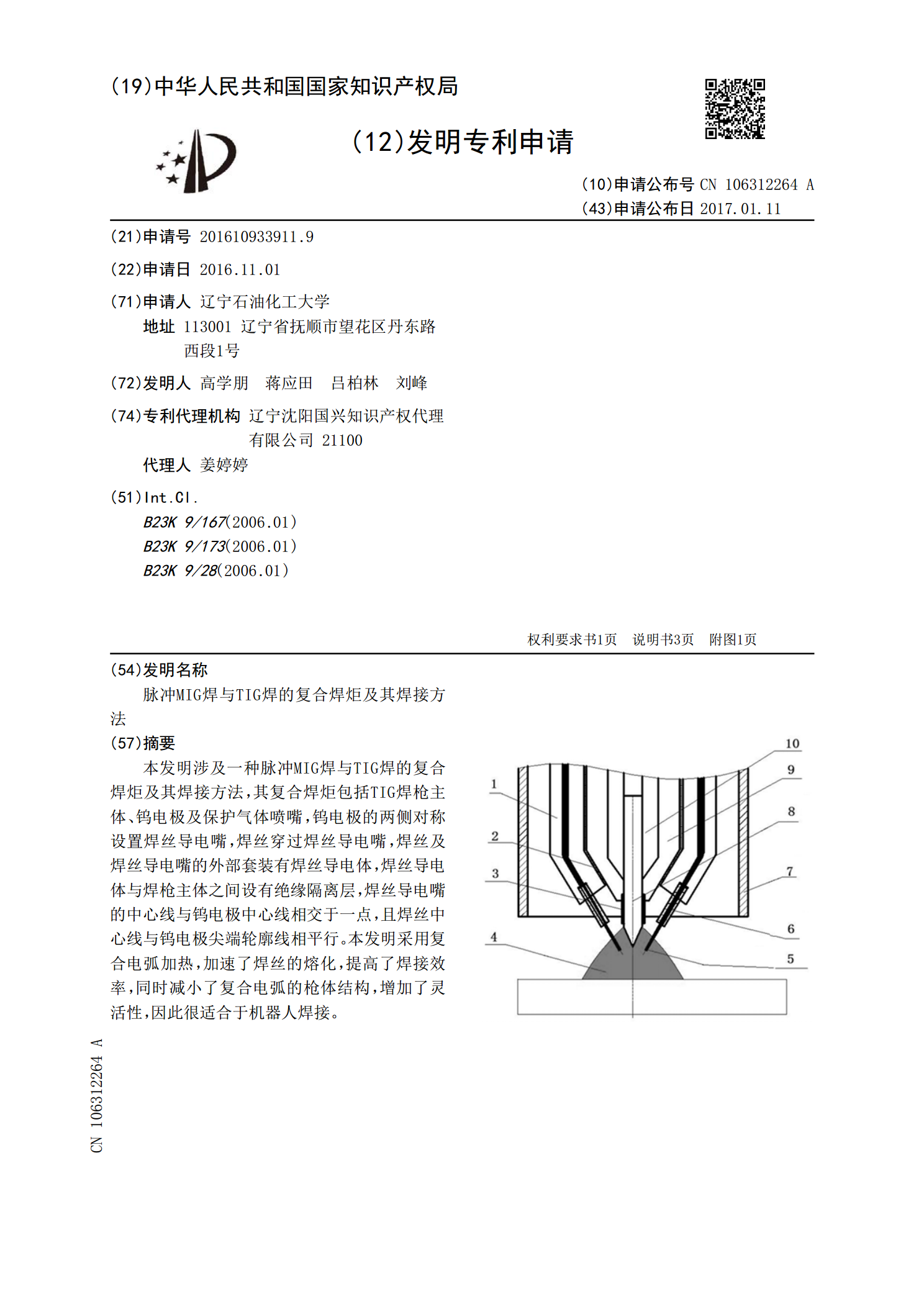
脉冲MIG焊与TIG焊的复合焊炬及其焊接方法.pdf
本发明涉及一种脉冲MIG焊与TIG焊的复合焊炬及其焊接方法,其复合焊炬包括TIG焊枪主体、钨电极及保护气体喷嘴,钨电极的两侧对称设置焊丝导电嘴,焊丝穿过焊丝导电嘴,焊丝及焊丝导电嘴的外部套装有焊丝导电体,焊丝导电体与焊枪主体之间设有绝缘隔离层,焊丝导电嘴的中心线与钨电极中心线相交于一点,且焊丝中心线与钨电极尖端轮廓线相平行。本发明采用复合电弧加热,加速了焊丝的熔化,提高了焊接效率,同时减小了复合电弧的枪体结构,增加了灵活性,因此很适合于机器人焊接。