
301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究.docx

快乐****蜜蜂


1/4

2/4

3/4

4/4
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究.docx
301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究摘要:在船舶、航空、航天和核工业等领域,不锈钢的应用越来越广泛。填丝焊和复合焊技术是不锈钢焊接中常用的方法,能够提高焊缝的质量和效率。本文研究了301L不锈钢窄间隙激光填丝焊和激光-MAG复合焊的工艺参数及焊缝性能,并对两种技术进行了比较和评价。结果表明,301L不锈钢窄间隙激光填丝焊和激光-MAG复合焊技术都能够实现高质量的焊接,但其适用范围和优缺点有所不同。本文的研究对于进一步优化不锈钢

301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究的任务书.docx
301L不锈钢窄间隙激光填丝焊与激光-MAG复合焊技术研究的任务书一、研究背景301L不锈钢是铬镍系不锈钢,具有优异的耐腐蚀性、强度和耐高温性能,被广泛应用于汽车制造、化工设备、核工业等领域。但是,传统的电弧焊接存在着氧化、裂纹、变形等问题,严重影响了焊接质量和产品性能。因此,采用激光填丝焊和复合焊技术进行研究和应用,可以有效解决上述问题,提高焊接质量和产品性能。二、研究目的1.探究301L不锈钢窄间隙激光填丝焊和激光-MAG复合焊技术的适用性和可行性,评价其焊接质量和性能;2.研究不同工艺参数对焊接质量

35钢Q355B钢窄间隙摆动激光填丝焊研究.docx
35钢Q355B钢窄间隙摆动激光填丝焊研究35钢Q355B钢窄间隙摆动激光填丝焊研究摘要:本研究针对35钢Q355B钢窄间隙摆动激光填丝焊技术展开深入研究,通过实验探究焊接变形、缺陷产生机制和影响因素,优化焊接参数,实现高质量、高效率的焊接。实验表明,采用优化的焊接参数,可以有效地减小焊缝变形和缺陷,并提高焊接质量。关键词:35钢;Q355B钢;窄间隙;摆动;激光填丝焊1.研究背景35钢和Q355B钢具有高强度、高韧性等优异性能,在航空航天、汽车制造、重型机械等领域有着广泛的应用。然而,传统的手工焊接不仅

Q345船舶钢激光-MAG复合焊及激光填丝焊工艺试验研究.docx
Q345船舶钢激光-MAG复合焊及激光填丝焊工艺试验研究论文标题:Q345船舶钢激光-MAG复合焊及激光填丝焊工艺试验研究摘要:船舶是人类发展的重要交通工具之一,而船体在强度和耐久性方面对材料和焊接工艺提出了高要求。本研究选择船舶常用的Q345船舶钢作为研究对象,通过激光-MAG复合焊和激光填丝焊工艺的试验研究,分析其对焊接接头性能表现的影响。实验结果表明,激光-MAG复合焊和激光填丝焊均可以有效提高焊接接头的强度和耐久性,为船舶的安全运行提供了可靠的保障。关键词:Q345船舶钢;激光-MAG复合焊;激光
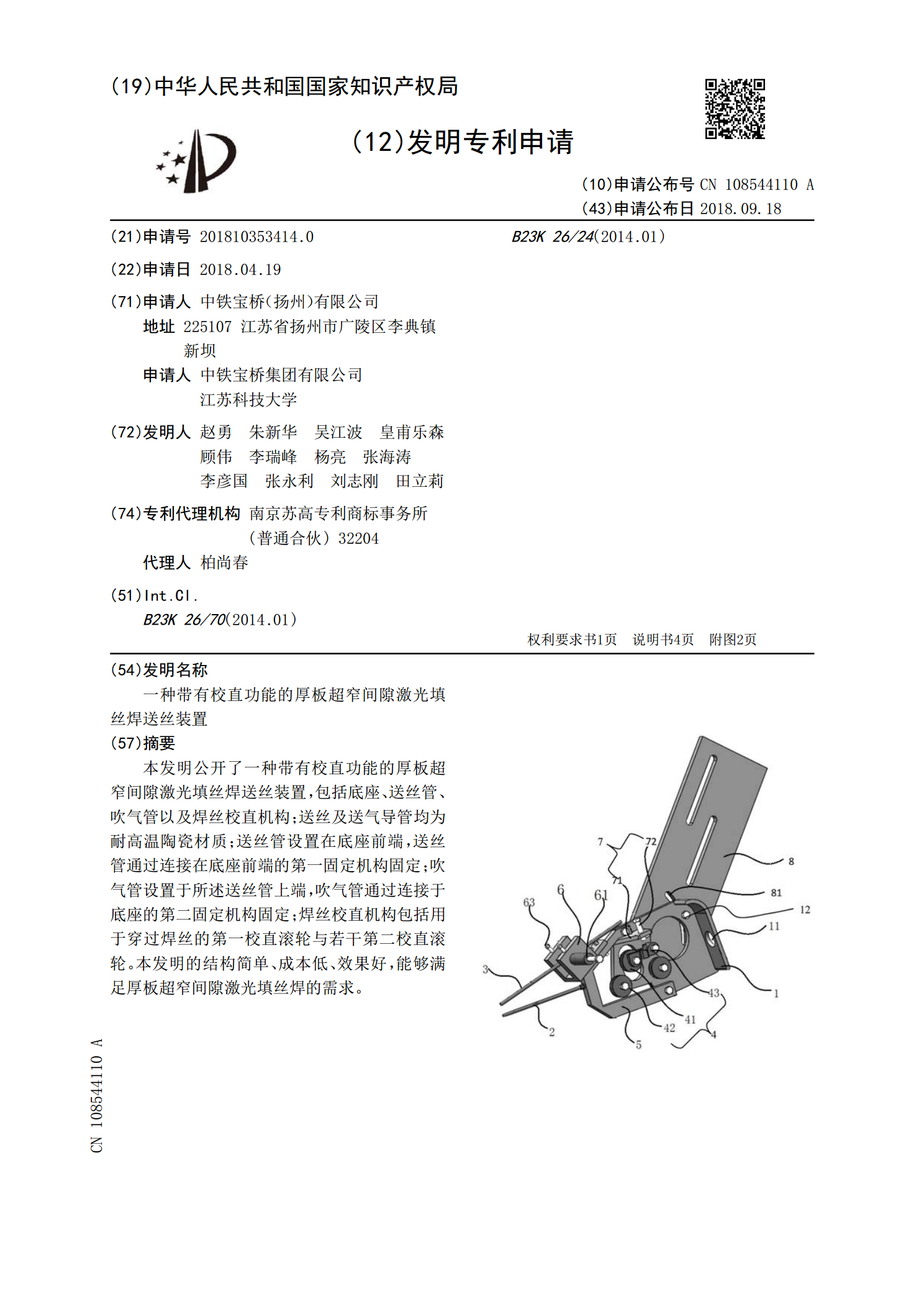
一种带有校直功能的厚板超窄间隙激光填丝焊送丝装置.pdf
本发明公开了一种带有校直功能的厚板超窄间隙激光填丝焊送丝装置,包括底座、送丝管、吹气管以及焊丝校直机构;送丝及送气导管均为耐高温陶瓷材质;送丝管设置在底座前端,送丝管通过连接在底座前端的第一固定机构固定;吹气管设置于所述送丝管上端,吹气管通过连接于底座的第二固定机构固定;焊丝校直机构包括用于穿过焊丝的第一校直滚轮与若干第二校直滚轮。本发明的结构简单、成本低、效果好,能够满足厚板超窄间隙激光填丝焊的需求。