
成品车间辊压机及辊压机辊面维护措施.docx

ca****ng


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

成品车间辊压机及辊压机辊面维护措施.docx
成品车间辊压机及辊压机辊面维护措施-1--3-成品车间辊压机及辊压机辊面维护措施公司领导、机动部:鉴于本车间辊压机辊面维护难度较大大修一次辊面费用较高(约12万)本着公司降低生产成本提高生产效益的精神车间决定制定更为了更有效的辊压机及辊面维护措施力求把每年1~2次的辊面大修消化在平时对辊压机的维护和辊面的维修工作当中。经过车间的仔细研究特制定以下加强辊压机及辊面维护的措施:1、从进料抓起在82.17皮带下料斗制作安装筛料格栅防止大块铁器和物料进入辊压机82.17皮带下料斗加强巡检和清理。2、每周1

成品车间辊压机及辊压机辊面维护措施.docx
成品车间辊压机及辊压机辊面维护措施公司领导、机动部:鉴于本车间辊压机辊面维护难度较大,大修一次辊面费用较高(约12万),本着公司降低生产本钱,提高生产效益的精神,车间打算制定更为有效的辊压机及辊面维护措施,力求把每年1~2次的辊面大修消化在平常对辊压机的维护和辊面的修理工作当中。经过车间的认真讨论,特制定以下加强辊压机及辊面维护的措施:1、从进料抓起,在82.17皮带下料斗制作安装筛料格栅,防止大块铁器和物料进入辊压机,82.17皮带下料斗加强巡检和清理。2、每周2次清空称重仓,清理电磁铁和筛料格栅没处理

辊压机辊面堆焊.docx
辊压机辊面堆焊胡建平在水泥行业中,水泥粉磨系统采用辊压机作为球磨机的预粉磨设备或半终粉磨设备,其粉磨系统的台时产量可以提高20%以上,相应的电耗也可以得到较大幅度地降低。辊压机以其显著的节能效果,得到越来越广泛的应用。辊压机工作条件恶劣造成辊面磨损严重,因此,在使用一段时间后必须进行辊压机辊面堆焊维修。1、辊压机辊面磨损的原因:辊压机在生产运转过程中,辊压机辊面的损坏是一种较常见的现象。其主要表现为辊面产生裂纹,扩展为裂缝,导致辊面硬质耐磨层的剥落。从辊压机的工作状况可以看出,辊面的磨损类型属于典型的高应
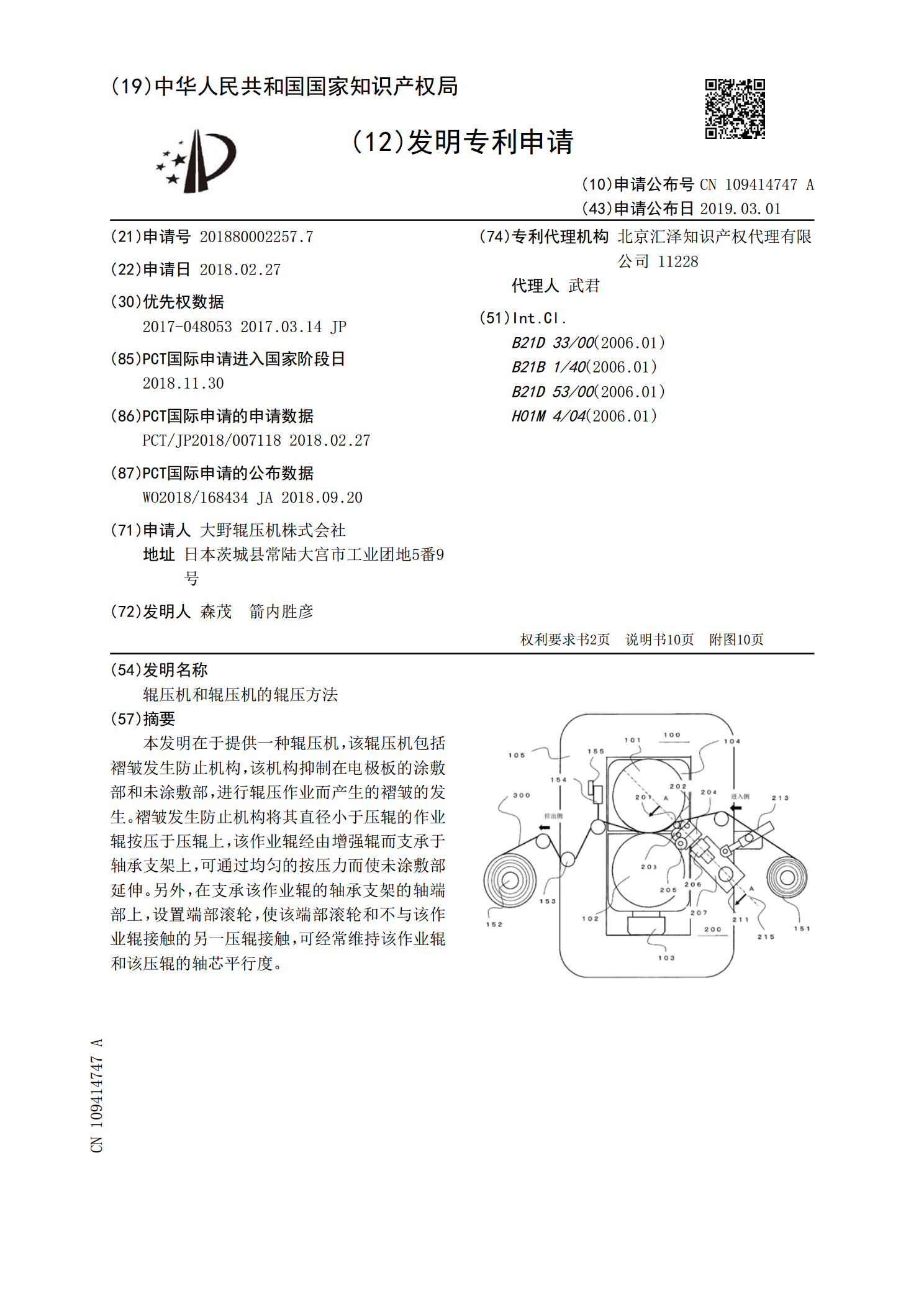
辊压机和辊压机的辊压方法.pdf
本发明在于提供一种辊压机,该辊压机包括褶皱发生防止机构,该机构抑制在电极板的涂敷部和未涂敷部,进行辊压作业而产生的褶皱的发生。褶皱发生防止机构将其直径小于压辊的作业辊按压于压辊上,该作业辊经由增强辊而支承于轴承支架上,可通过均匀的按压力而使未涂敷部延伸。另外,在支承该作业辊的轴承支架的轴端部上,设置端部滚轮,使该端部滚轮和不与该作业辊接触的另一压辊接触,可经常维持该作业辊和该压辊的轴芯平行度。

辊压机辊面修复技术应用.doc
辊压机辊面修复技术应用江苏某水泥厂水泥粉磨系统采用德国KHD(洪堡)公司生产、目前亚洲最大的RP-Z170/180辊压机,配套国产Φ4.2m×13m球磨机和SKS3250高效选粉机,组成联合粉磨工艺。2004年8月正式投产,运行初期产能效果显著,但使用2个月后,辊压机辊面磨损剥落严重,辊面磨损失圆后辊压机功率波动幅度加大,从新辊的几十kWh波动到后期的几百kWh,做功效率下降,系统P·Ⅱ52.5级水泥产量从新辊的210t/h降低到170t/h.辊面坑洞还造成循环量加大,增加外循环提升机负荷,甚至出现多次辊