
焊接工艺条件对焊缝成形的影响学习教案.ppt

快乐****蜜蜂


1/10

2/10
3/10

4/10
5/10
6/10

7/10

8/10

9/10
10/10
亲,该文档总共17页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接工艺条件对焊缝成形的影响学习教案.ppt
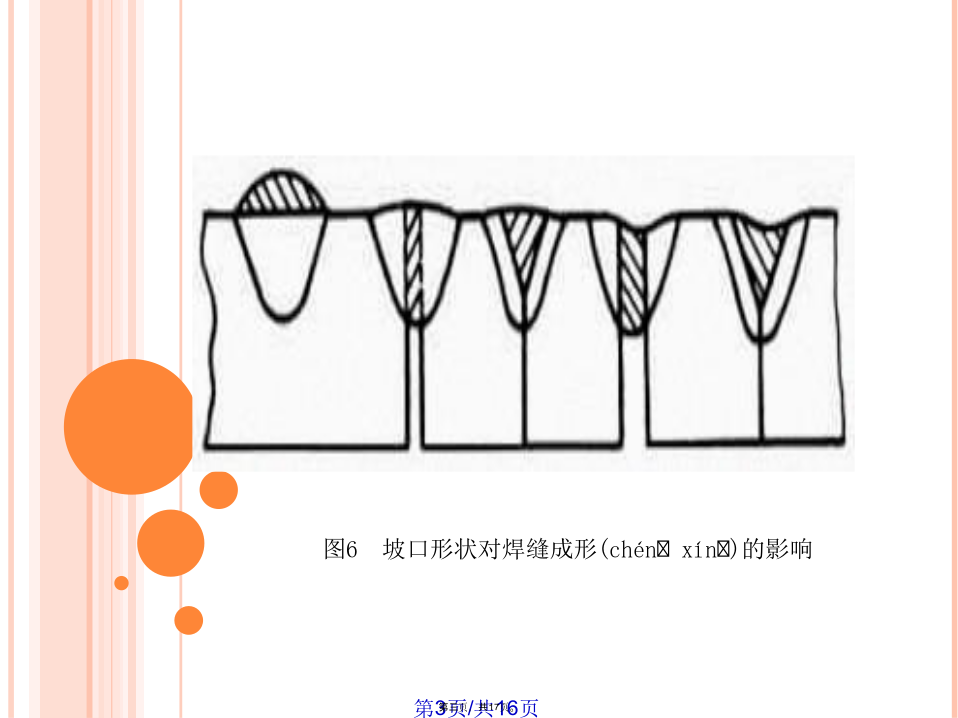
讲述了焊接工艺条件对焊缝(hànfénꞬ)成形的影响1)对接坡口形状(xíngzhuàn)、间隙的影响图6坡口形状对焊缝成形(chénꞬxínꞬ)的影响2)焊丝倾角和工件斜度的影响(yǐngxiǎng)焊丝的倾斜方向分为前倾和后倾两种,见图7。倾斜的方向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响(yǐngxiǎng)也不同。图7a为焊丝前倾,图7b为焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔

焊接工艺条件对焊缝成形的影响课件学习.pptx
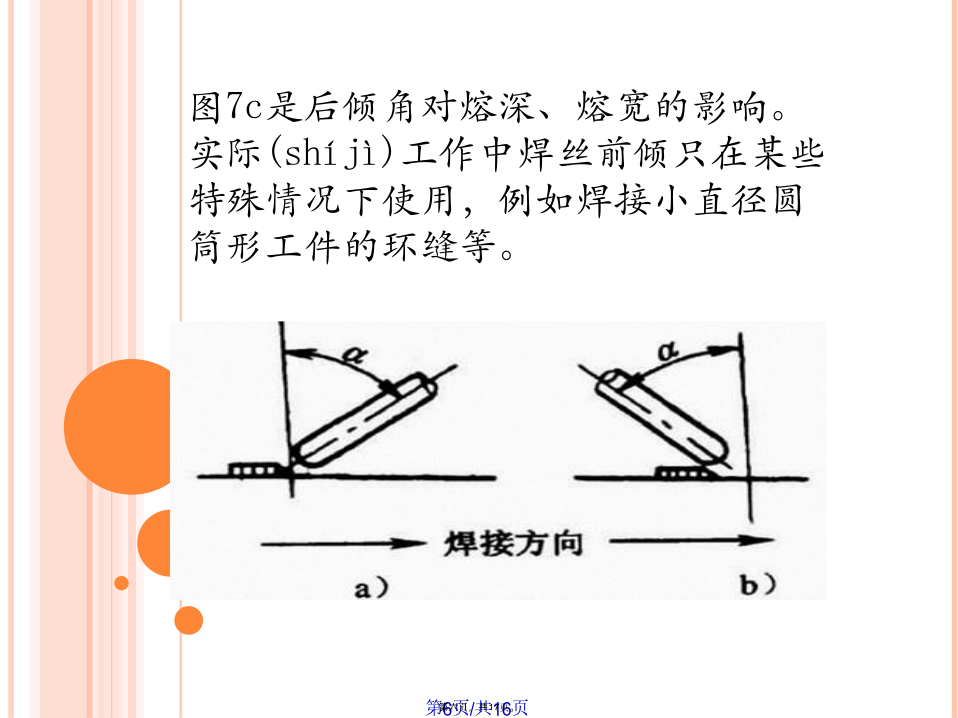
会计学讲述了焊接工艺条件对焊缝成形的影响1)对接坡口形状、间隙的影响图6坡口形状对焊缝成形的影响2)焊丝倾角和工件斜度的影响焊丝的倾斜方向分为前倾和后倾两种,见图7。倾斜的方向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。图7a为焊丝前倾,图7b为焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔宽增大。图7c是后倾角对熔深、熔宽的影响。实际工作中焊丝前倾只在某些特殊情况下使用,例如焊接小直径圆

焊接工艺条件对焊缝成形的影响.pptx
焊接工艺条件对焊缝成形的影响讲述了焊接工艺条件对焊缝成形的影响1)对接坡口形状、间隙的影响图6坡口形状对焊缝成形的影响2)焊丝倾角和工件斜度的影响焊丝的倾斜方向分为前倾和后倾两种,见图7。倾斜的方向和大小不同,电弧对熔池的吹力和热的作用就不同,对焊缝成形的影响也不同。图7a为焊丝前倾,图7b为焊丝后倾。焊丝在一定倾角内后倾时,电弧力后排熔池金属的作用减弱,熔池底部液体金属增厚,故熔深减小。而电弧对熔池前方的母材预热作用加强,故熔宽增大。图7c是后倾角对熔深、熔宽的影响。实际工作中焊丝前倾只在某些特殊情况下
焊接参数和工艺因素对焊缝成形的影响.pdf
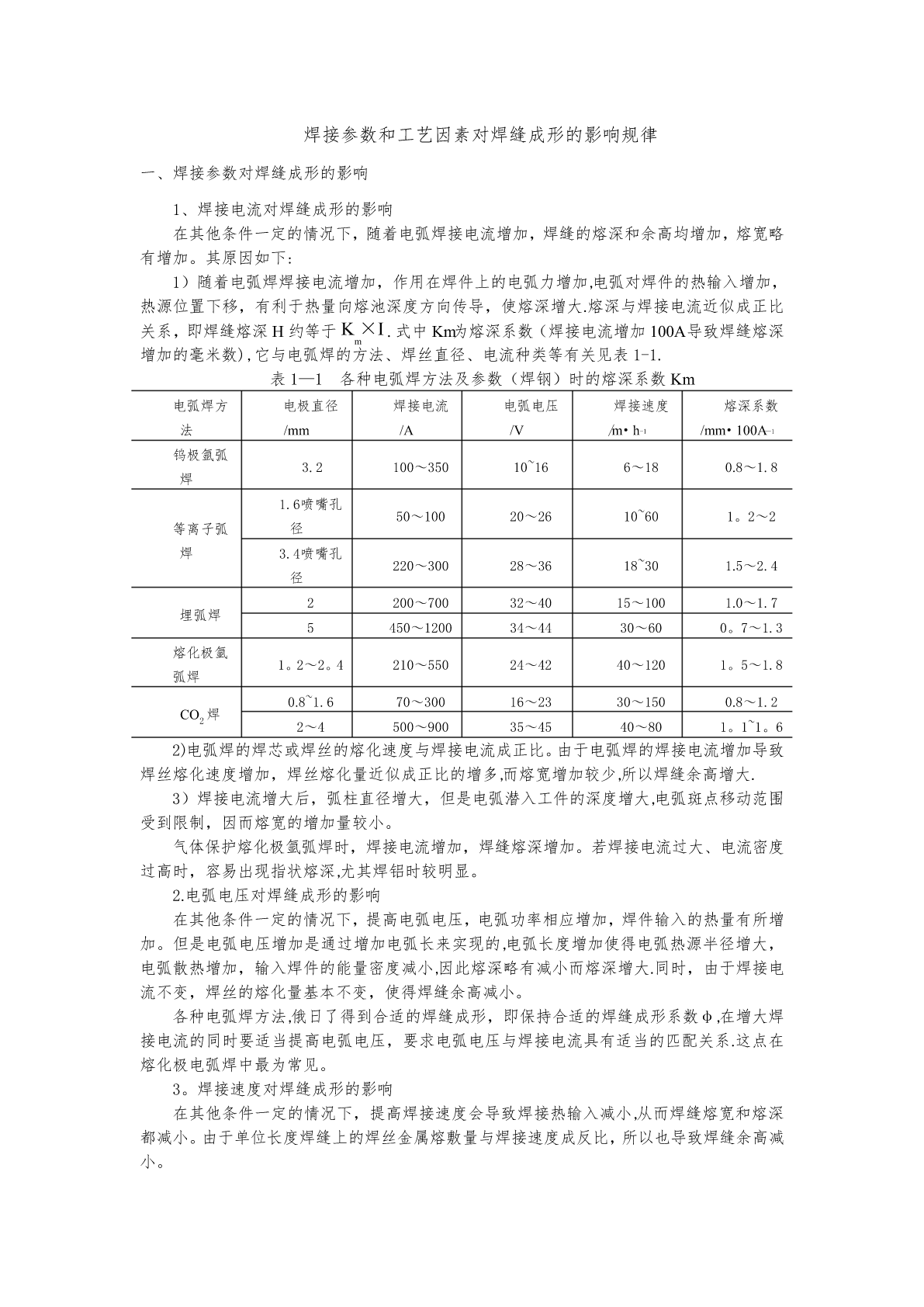
焊接参数和工艺因素对焊缝成形的影响规律一、焊接参数对焊缝成形的影响1、焊接电流对焊缝成形的影响在其他条件一定的情况下,随着电弧焊接电流增加,焊缝的熔深和余高均增加,熔宽略有增加。其原因如下:1)随着电弧焊焊接电流增加,作用在焊件上的电弧力增加,电弧对焊件的热输入增加,热源位置下移,有利于热量向熔池深度方向传导,使熔深增大.熔深与焊接电流近似成正比关系,即焊缝熔深H约等于K×I.式中Km为熔深系数(焊接电流增加100A导致焊缝熔深m增加的毫米数),它与电弧焊的方法、焊丝直径、电流种类等有关见表1-1.表1—

焊接工艺参数对焊缝成形和组织性能的影响.docx
焊接工艺参数对焊缝成形和组织性能的影响随着现代工业的发展和应用领域的不断拓宽,焊接工艺在其中扮演着至关重要的角色。然而,焊接工艺不仅影响着焊接件的成形质量和焊缝的强度,还会对焊接件的组织性能产生巨大影响。因此,合理设置焊接工艺参数对焊缝成形和组织性能的影响是非常必要的。1.焊接工艺及其参数在进行焊接加工时,首先是选择合适的焊接工艺。一些常用的焊接工艺有手工电弧焊、双极气体保护焊、埋弧焊、激光焊、等离子焊等。同时,在进行焊接作业的过程中,需要根据具体材料、焊接环境和操作条件等因素进行选择和设置合适的焊接参数