
数控线切割加工.doc

18****88


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控线切割加工.doc
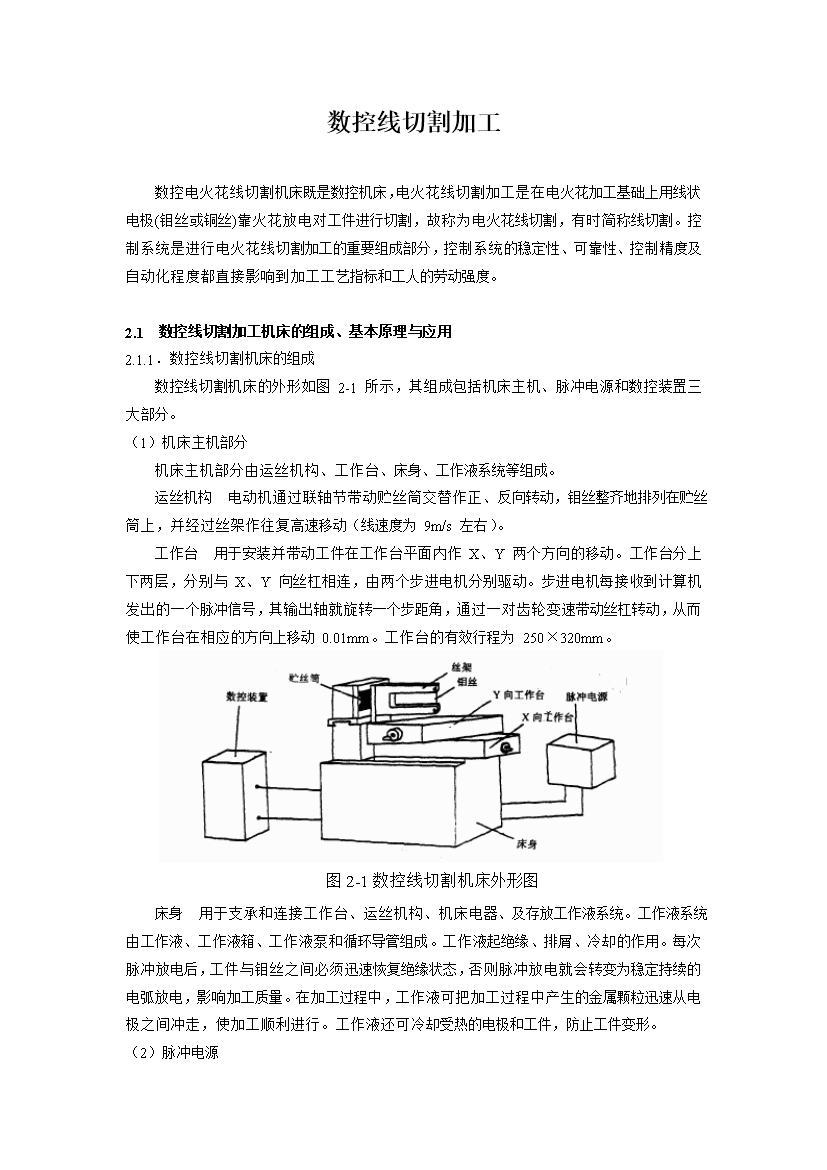
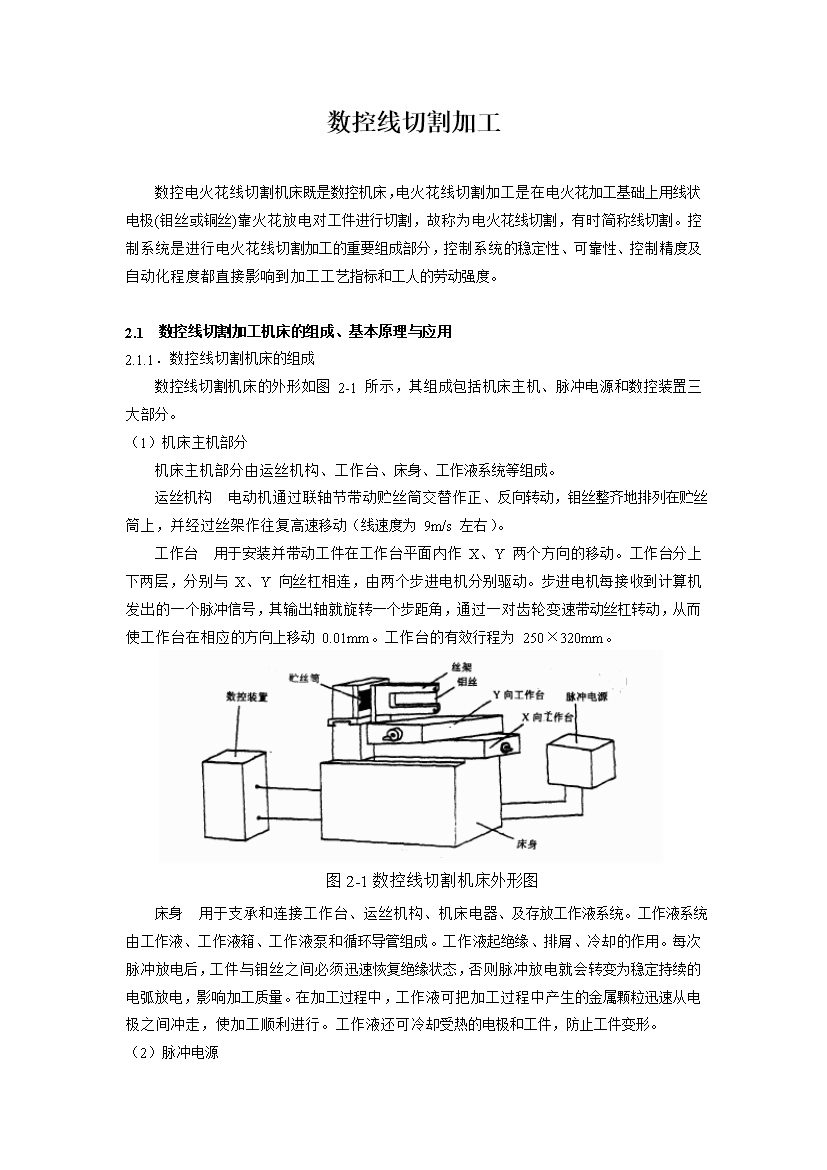
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工
数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工

数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工
数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工
数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工