
磨具切削成形方法.pptx

快乐****蜜蜂


1/10

2/10
3/10
4/10

5/10

6/10
7/10

8/10
9/10

10/10
亲,该文档总共56页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

磨具切削成形方法.ppt
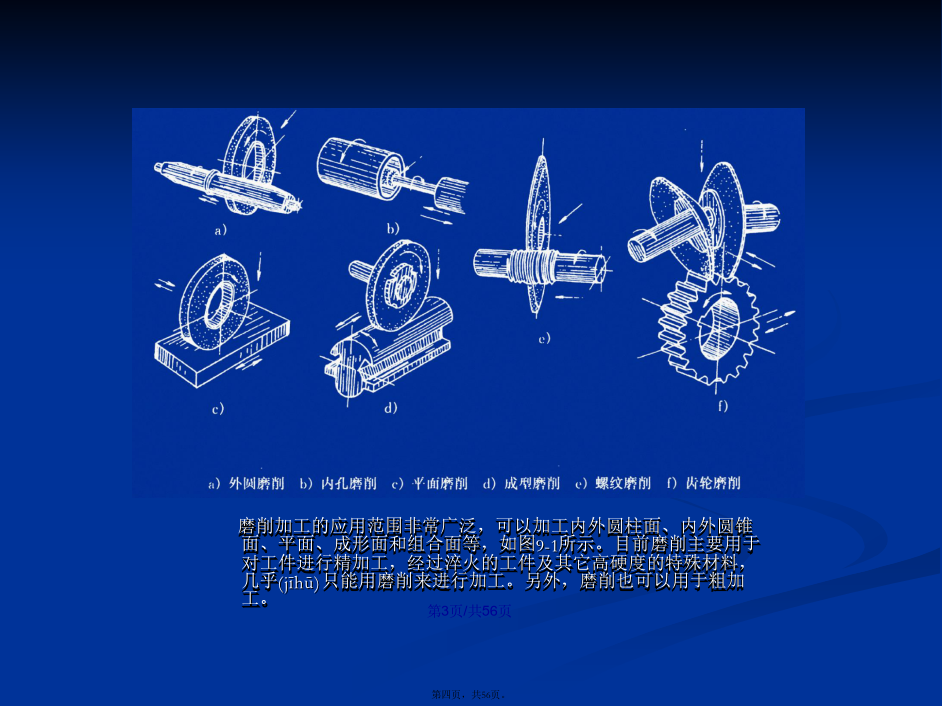
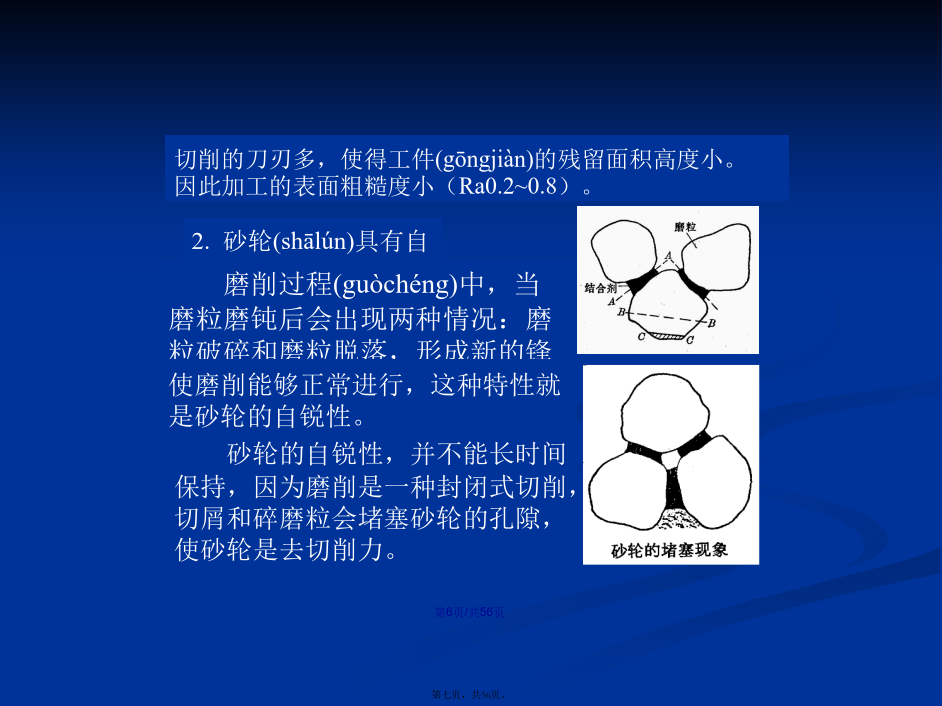
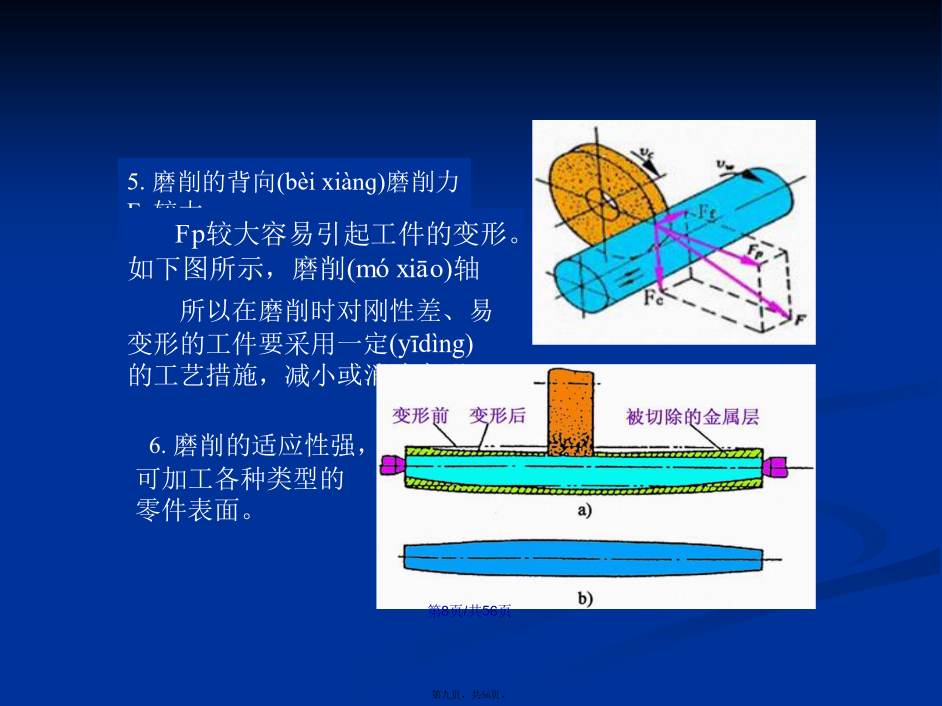
磨具切削成形方法磨床加工应用基本知识一、磨削加工的特点与工艺范围(一)磨削加工的特点1.切削刃不规则2.背吃刀量小、加工质量高3.磨削速度快、温度高4.磨削加工的适应性强5.砂轮具有自锐性6.径向磨削分力大磨粒上的切削刃小,刃口的圆弧半径rn更小,能切下很小的切屑。例如:车刀的rn≈0.012~0.032mm,磨粒的rn≈0.006~0.012mm。切削的刀刃多,使得工件的残留面积高度小。因此加工的表面粗糙度小(Ra0.2~0.8)。所以磨削一定的时间后砂轮需要修整。一般采用金刚石笔修整。5.磨削的背向磨

磨具切削成形方法.pptx
会计学基本知识一、磨削加工的特点与工艺范围(一)磨削加工的特点1.切削刃不规则2.背吃刀量小、加工质量高3.磨削速度(sùdù)快、温度高4.磨削加工的适应性强5.砂轮具有自锐性6.径向磨削分力大磨粒上的切削(qiēxiāo)刃小,刃口的圆弧半径rn更小,能切下很小的切屑。例如:车刀的rn≈0.012~0.032mm,磨粒的rn≈0.006~0.012mm。切削的刀刃多,使得工件(gōngjiàn)的残留面积高度小。因此加工的表面粗糙度小(Ra0.2~0.8)。所以磨削一定(yīdìng)的时间后砂轮需要
切削加工成形.ppt
第7章切削加工成形金属零件切削加工:是通过刀具与工件之间的相对运动,从毛坯上切除多余的金属,从而获得合格零件的加工方法。切削加工的基本形式有车削、铣削、钻削、刨削、钳工等。一般情况下,通过铸造、锻造、焊接和各种轧制的型材毛坯精度低和表面粗糙度大,不能满足零件要求,必须进行切削加工才能成为零件。金属切削加工担负着几乎所有零件的加工任务,在机械制造过程中,处于十分重要的地位。第1节切削加工基础知识切削过程中,工件上形成三个表面,如图7-2所示1)待加工表面——将被切除的表面;2)过渡表面——正在切削的表面;3

考虑磨具高度时磨具弯曲成形法研磨抛物面的磨具设计.pptx
,目录PartOnePartTwo论文主题的背景介绍论文研究的目的和意义PartThree磨具弯曲成形法的原理研磨抛物面的基本原理考虑磨具高度对研磨抛物面的影响PartFour磨具材料的选择磨具结构设计磨具表面处理技术磨具高度对研磨抛物面的影响分析PartFive实验设备和方法介绍实验结果展示和分析结果与理论预期的对比分析PartSix研究结论总结对未来研究的建议和展望对实际应用的建议和展望THANKS

金属切削刀具和磨具.ppt
1.3金属切削刀具和磨具2)常用刀具材料3)超硬刀具材料2.刀具几何角度2)刀体的组成(“三面两刃一尖”)3)确定刀具角度的静止参考系C定义与说明:⑤背平面:背平面(又称切深平面)是通过切削刃选定点并同时垂直于基面和假定工作平面的平面,用Pp表示。对于车刀,背平面一般是与切深方向平行的铅垂面。A前角0C后角a0E主偏角KrF副偏角Kr’G刃倾角s5)刀具的工作角度二、磨具2.固结磨具特性2)粒度②粗磨选用较粗的磨粒,如30#~46#;精磨选用较细的磨粒。微粉常用于精密加工。3)结合剂常用结合剂的代号、