
钳工实训课程学习.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共132页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

钳工实训课程学习.pptx
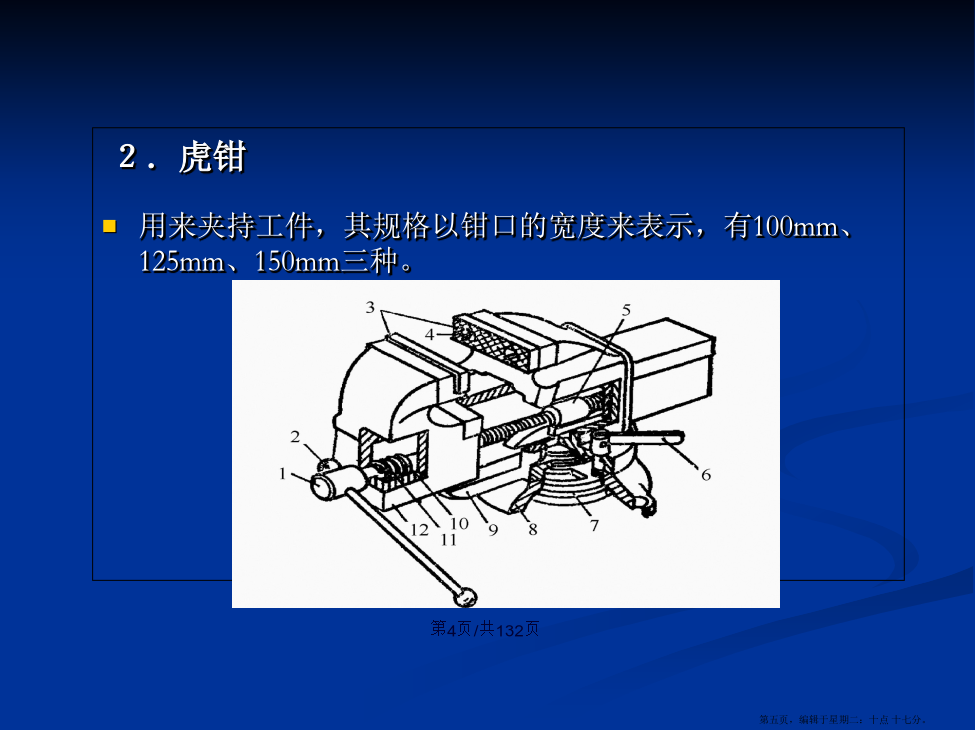
会计学1.1概述钳工常用设备/2.虎钳用来夹持工件,其规格以钳口的宽度来表示,有100mm、125mm、150mm三种。虎钳的正确使用和维护方法如下:不要在活动的钳身表面进行敲打,以免损坏与固定钳身的配合性能。加工时用力方向最好是朝向固定钳身。丝杆、螺母要保持清洁,经常加润滑油,以便提高其使用寿命。3.台钻台钻是一种小型机床,主要用于钻孔。一般为手动进给,其转速由带轮调节获得。台钻灵活性较大,可适用于很多场合。一般台钻的钻孔直径小于13mm。【实训操作与思考】1.划线的作用通过划线,可以确定加工面的加工位

钳工实训课程标准.doc
钳工实训课程标准第一部分前言实习教学是职业学校教育教学过程中重要的组成部分,是实现教学目标的关键环节。实习教学“项目”教学是一种新的教学模式,旨在突出落实学生的主体地位,体现主体参与意识和自主发展的教学目标。培养学生学会学习,学会创新,加强技能培养,提高教学效益。“满足学习者学习与发展需要”以成为教育教学领域彰显的基本价值之一,由“传授为本”走向“学习为本”以渐成共识。“学”在人的活动中占居主体,而“教”只是对人的成才和发展起辅助和促进作用。技工学校的学生普遍存在着厌学情绪,根据学生的认知特点,以激发学习

钳工实训学习总结.docx
钳工实训学习总结去年的实习是参观,而今年学校安排我们真正地去车间工作,操作机器,制作工件。着实让我们体会了一次实践操作带来的乐趣。首先是钳工实习部分。实习第一天我们早早的就来到实习地点--工厂培训实习车间,这里的厂房显得有些陈旧,不过里边的机器在此时还是比较通用的那种。培训老师带我们简单地参观了下钳工的车间,成排的机器映入眼帘,什么可以说用壮观这词,因为我们还见过如此多的机器,并且是齐刷刷的摆放在这里,老师说,这就是我们接下来一周的培训地点。此时,我们正期盼着老师给我们派下任务,然后亲自动手去操作,屋子里

钳工实训学习总结.docx
钳工实训学习总结钳工实训学习总结总结是指对某一阶段的工作、学习或思想中的经验或情况加以总结和概括的书面材料,它能够使头脑更加清醒,目标更加明确,是时候写一份总结了。总结怎么写才能发挥它的作用呢?下面是小编为大家整理的钳工实训学习总结,仅供参考,欢迎大家阅读。去年的实习是参观,而今年学校安排我们真正地去车间工作,操作机器,制作工件。着实让我们体会了一次实践操作带来的乐趣。首先是钳工实习部分。实习第一天我们早早的就来到实习地点--工厂培训实习车间,这里的厂房显得有些陈旧,不过里边的机器在此时还是比较通用的那种

钳工实训学习总结.docx
钳工实训学习总结钳工实训学习总结总结是指对某一阶段的工作、学习或思想中的经验或情况加以总结和概括的书面材料,它能够使头脑更加清醒,目标更加明确,是时候写一份总结了。总结怎么写才能发挥它的作用呢?下面是小编为大家整理的钳工实训学习总结,仅供参考,欢迎大家阅读。去年的实习是参观,而今年学校安排我们真正地去车间工作,操作机器,制作工件。着实让我们体会了一次实践操作带来的乐趣。首先是钳工实习部分。实习第一天我们早早的就来到实习地点--工厂培训实习车间,这里的厂房显得有些陈旧,不过里边的机器在此时还是比较通用的那种