
塑料成型工艺与模具塑件.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10

5/10
6/10
7/10
8/10

9/10
10/10
亲,该文档总共24页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料成型工艺与模具塑件.pptx
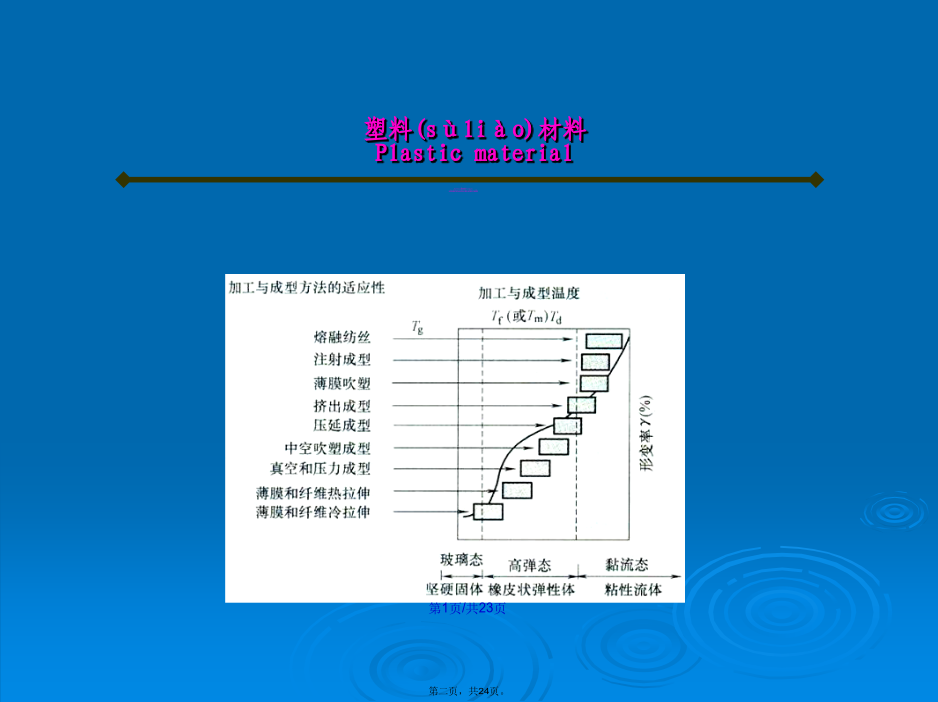
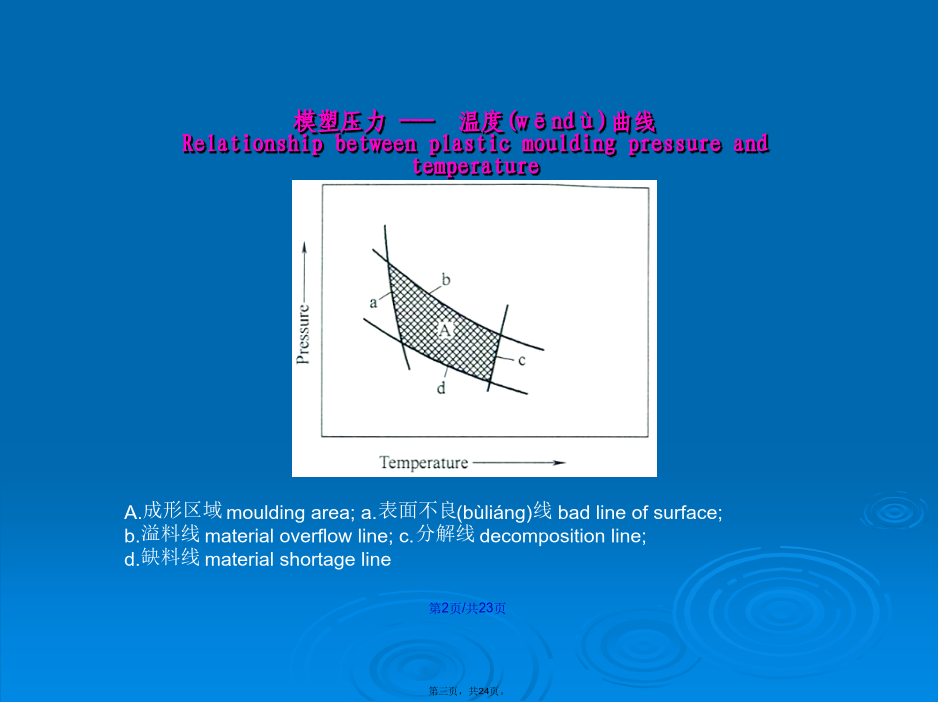
塑料成型(chéngxíng)工艺与模具塑件聚合物状态(zhuàngtài)与塑料成型RelationshipbetweenpolymerstateandplasticmouldingA.成形区域mouldingarea;a.表面不良(bùliáng)线badlineofsurface;b.溢料线materialoverflowline;c.分解线decompositionline;d.缺料线materialshortageline塑料(sùliào)分类Classificationofplastics塑

彩电音箱外壳中部塑件塑料成型工艺及模具设计.docx
彩电音箱外壳中部塑件塑料成型工艺及模具设计一摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。如模具的CAD/CAM技术,模具的激光快速成型技术,模具的精密成形技术,模具的超精密加工技术。本设计介绍了彩电音箱外壳中部塑件塑料成型工艺及模具设计。该注射模采用了1模2腔的结构。关键词:塑料;注射模具;设计AbstractThediemakingtechnologyrapidlyexpand,hasbecomethemoderntechniqueofmanufacturetheimportantcom

彩电音箱外壳中部塑件塑料成型工艺及模具设计.docx
彩电音箱外壳中部塑件塑料成型工艺及模具设计一摘要模具制造技术迅速发展,已成为现代制造技术的重要组成部分。如模具的CAD/CAM技术,模具的激光快速成型技术,模具的精密成形技术,模具的超精密加工技术。本设计介绍了彩电音箱外壳中部塑件塑料成型工艺及模具设计。该注射模采用了1模2腔的结构。关键词:塑料;注射模具;设计AbstractThediemakingtechnologyrapidlyexpand,hasbecomethemoderntechniqueofmanufacturetheimportantcom
塑料成型工艺及塑件结构工艺性.pdf

塑料成型工艺及模具.pptx
塑料成型工艺及模具课程情况总体简介这些产品是什么材料制做的?你是否拥有这种材料的产品?举出2-3个例子。引言引言引言引言引言课程的学习目的与要求:第1章绪论1.1模具及模具的发展概况1.1模具及模具的发展概况模具工业是我国国民经济的基础产业是技术密集的高技术行业。模具是制造过程中的重要工艺装备。模具设计与制造专业人才是制造业紧缺人才。3.现代模具分类第1章绪论1.2、塑料工业与塑料制品1