
空调常用维修修工具及使用方法.pptx

快乐****蜜蜂

1/10

2/10

3/10

4/10

5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

空调常用维修修工具及使用方法.pptx
空调常用维修(wéixiū)修工具及使用方法一、真空泵一般选用排气量为2L/s的真空泵。真空泵的事物外形如图所示。真空泵上有吸气(xīqì)口和排气口,使用时,吸气(xīqì)口通过真空管与真空修理阀(三通修理阀)压力表连接。对分体式空调器抽真空时。操作步骤如下:先将真空表修理阀与室外机组气管侧的三通阀充气口连接,再将真空泵与真空修理阀相连接,并分别旋转气阀与液阀阀杆,使之处于三通状态。然后接通真空泵电源,当真空表显示系统真空度达到-0.1MPa时,关闭修理阀阀门,再旋下真空泵与修理阀的连接螺母,然后迅速
空调常用维修修工具及使用方法.ppt
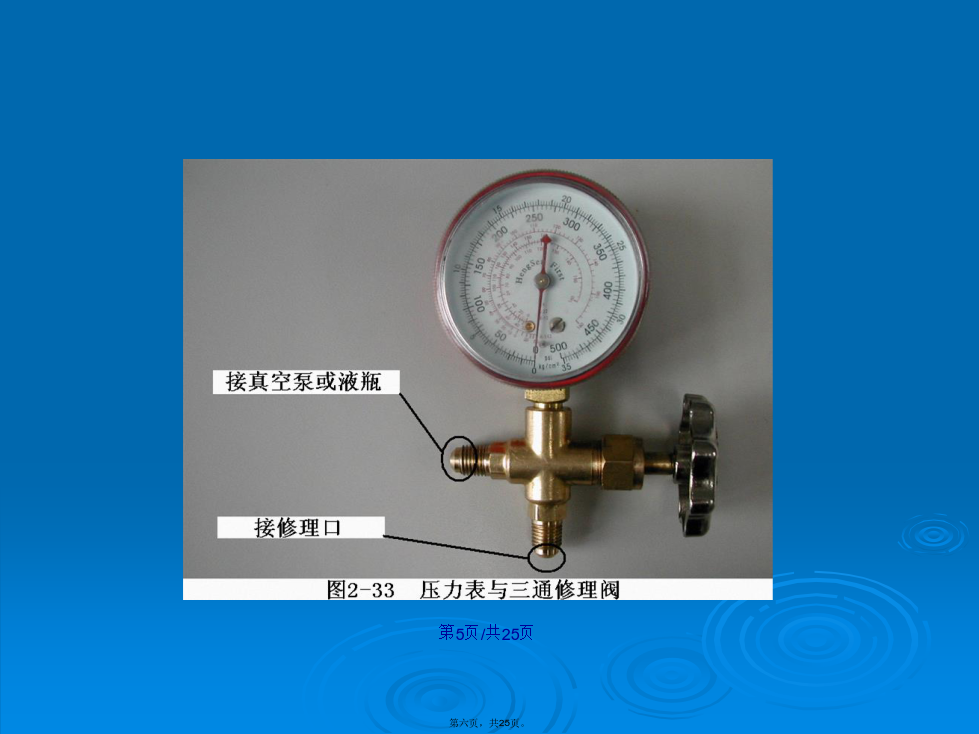
空调常用检修工具及其使用方法一、真空泵一般选用排气量为2L/s的真空泵。真空泵的事物外形如图所示。真空泵上有吸气口和排气口,使用时,吸气口通过真空管与真空修理阀(三通修理阀)压力表连接。对分体式空调器抽真空时。操作步骤如下:先将真空表修理阀与室外机组气管侧的三通阀充气口连接,再将真空泵与真空修理阀相连接,并分别旋转气阀与液阀阀杆,使之处于三通状态。然后接通真空泵电源,当真空表显示系统真空度达到-0.1MPa时,关闭修理阀阀门,再旋下真空泵与修理阀的连接螺母,然后迅速切断真空泵电源。二、压力表与三通修理阀双

空调常用维修修工具及使用方法ppt课件.ppt
空调常用检修工具及其使用方法一、真空泵一般选用排气量为2L/s的真空泵。真空泵的事物外形如图所示。真空泵上有吸气口和排气口,使用时,吸气口通过真空管与真空修理阀(三通修理阀)压力表连接。对分体式空调器抽真空时。操作步骤如下:先将真空表修理阀与室外机组气管侧的三通阀充气口连接,再将真空泵与真空修理阀相连接,并分别旋转气阀与液阀阀杆,使之处于三通状态。然后接通真空泵电源,当真空表显示系统真空度达到-0.1MPa时,关闭修理阀阀门,再旋下真空泵与修理阀的连接螺母,然后迅速切断真空泵电源。二、压力表与三通修理阀.

常用保洁工具使用方法.pptx
常用保洁工具使用方法课题内容一、保洁工具得种类:保洁工具得种类:保洁得常用工具可旋转式扫帚防风垃圾铲地拖得种类:圆头拖布大家有疑问的,可以询问和交流T型拖把3、除尘拖布:除尘拖布又名“尘推”,可配合牵尘剂使用,用于干式除尘、尘推布头为扁状椭圆形,可套在金属拖布架上,便于清洗更换,主要用于高档、光滑地面得除尘,它可将地面得沙砾,尘土等带走,以保持地面光亮减轻磨损。尘推头应根据地面得情况而选用相应得规格,尘推头应经常更换以保证保洁效果及延长使用寿命。尘推头有棉与纸两种,棉得价格稍贵,但可以洗涤而且相当耐用,纸

常用电工工具的使用方法.ppt
常用电工工具的使用方法1、电工常用工具低压验电器的使用方法低压验电器(试电笔)使用时,正确的握笔方法如图1—1所示。图1验电笔(a)钢笔式验电笔;(b)改锥式验电器一.验电器2.低压验电器作用一.验电器一.验电器3.验电器的使用要求二.旋具1)螺钉旋具常用的旋具是改锥(又称螺丝刀),如图3所示。它用来紧固或拆卸螺钉,一般分为一字形和十字形两种。(1)一字形改锥:其规格用柄部以外的长度表示,常用的有100,150,200,300,400mm等。(2)十字形改锥:有时称梅花改锥,一般分为四种型号,其中:Ⅰ号适