
架空输电线路用钢芯软铝绞线的学习教案.pptx

快乐****蜜蜂

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

架空输电线路用钢芯软铝绞线的学习教案.pptx
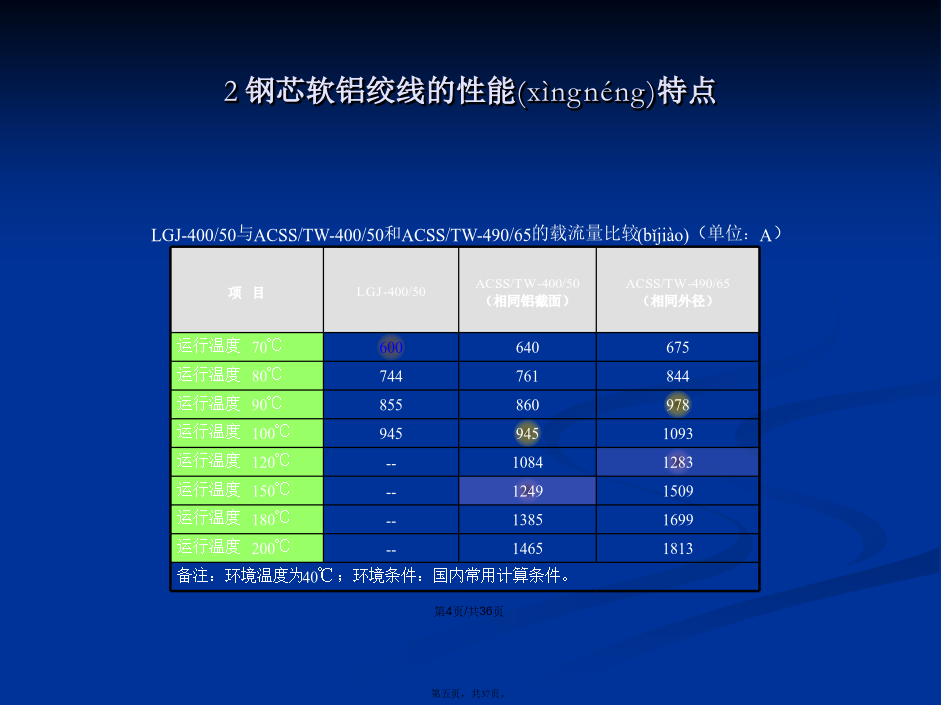
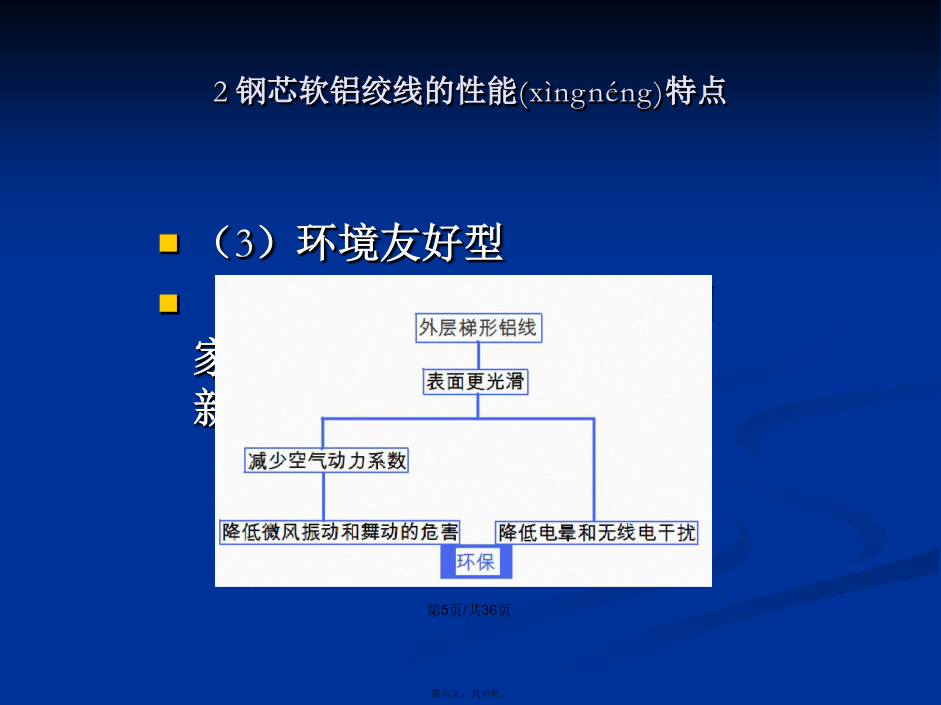
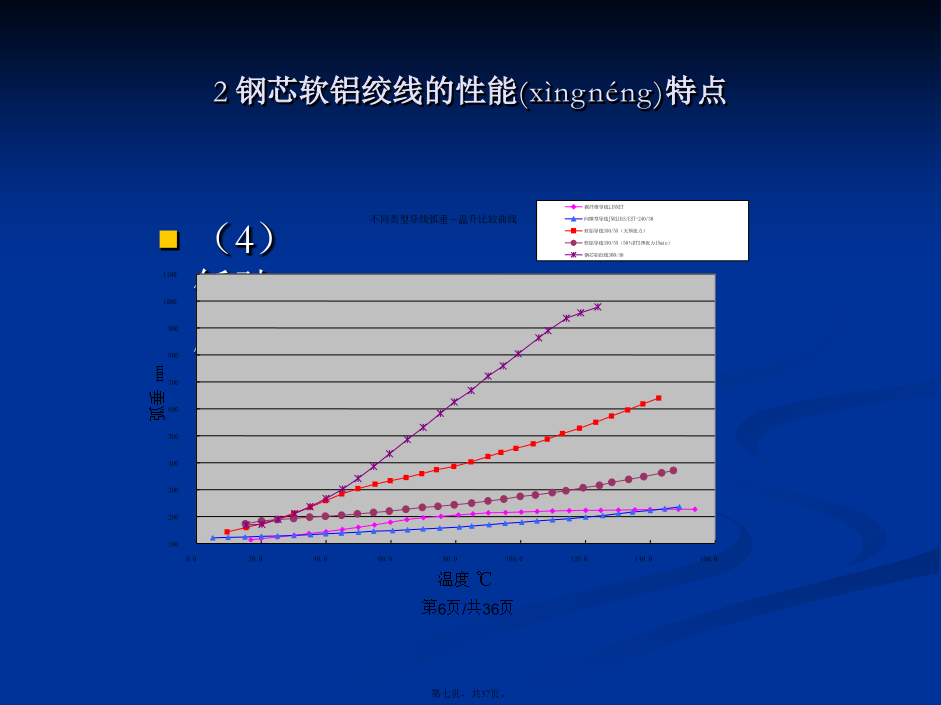
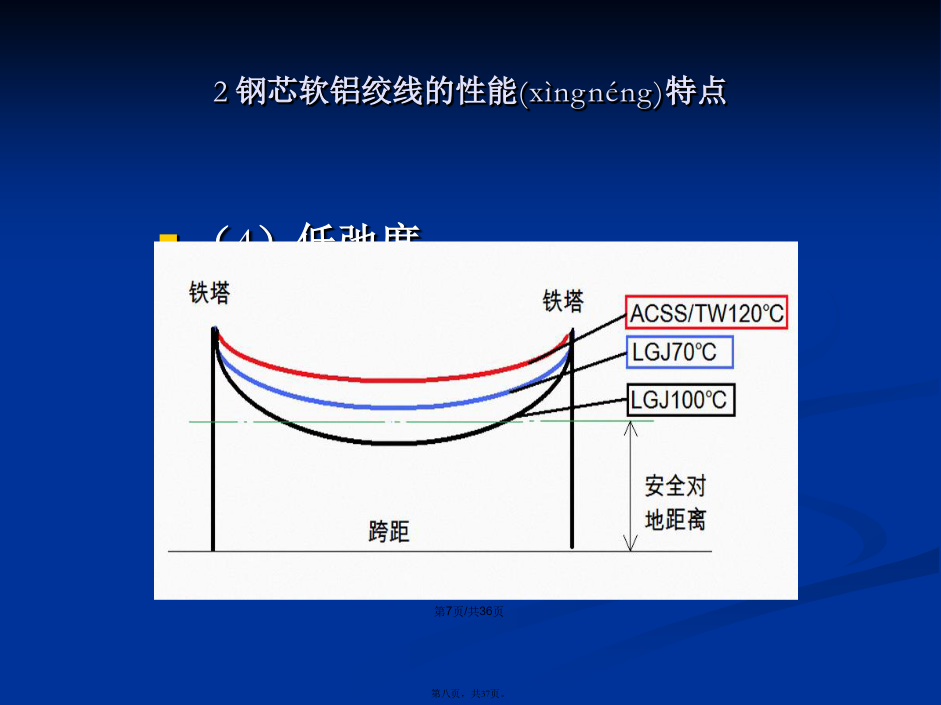
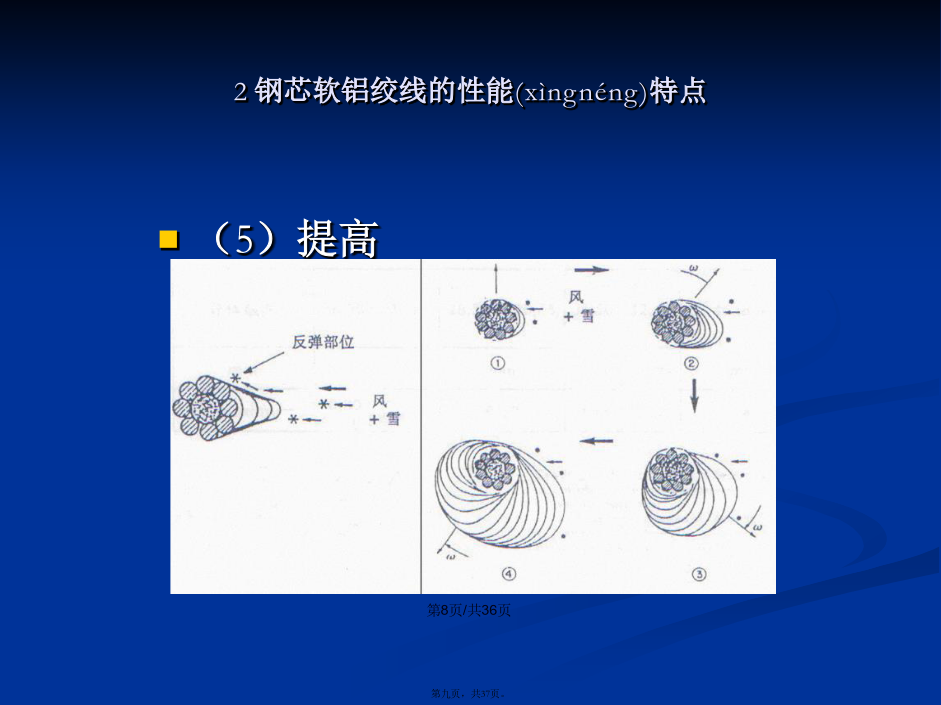
会计学一、前言(qiányán)2钢芯软铝绞线的性能(xìngnéng)特点2钢芯软铝绞线的性能(xìngnéng)特点2钢芯软铝绞线的性能(xìngnéng)特点(3)环境友好型“环境友好型”也是是国家电网提倡(tíchàng)“两型三新”之一(4)低弛度2钢芯软铝绞线的性能(xìngnéng)特点(5)提高抗冰雪(bīnɡxuě)能力(5)提高抗冰雪(bīnɡxuě)能力(6)自阻尼(zǔní)特性好(6)自阻尼(zǔní)特性好(7)耐腐蚀性能好由于钢芯软铝绞线是采用紧凑型绞制,铝股层形成良好(li

架空输电线路用钢芯软铝绞线的PPT学习教案.pptx
会计学一、前言(qiányán)2钢芯软铝绞线的性能(xìngnéng)特点2钢芯软铝绞线的性能(xìngnéng)特点2钢芯软铝绞线的性能(xìngnéng)特点(3)环境友好型“环境友好型”也是是国家电网提倡(tíchàng)“两型三新”之一(4)低弛度2钢芯软铝绞线的性能(xìngnéng)特点(5)提高抗冰雪(bīnɡxuě)能力(5)提高抗冰雪(bīnɡxuě)能力(6)自阻尼(zǔní)特性好(6)自阻尼(zǔní)特性好(7)耐腐蚀性能好由于钢芯软铝绞线是采用紧凑型绞制,铝股层形成(xíng

【铝方面精品文档】架空输电线路用钢芯软铝绞线的.pptx
架空输电线路用钢芯软铝绞线的研究及其应用上海电缆研究所季世泽一、前言一、前言2钢芯软铝绞线的性能特点2钢芯软铝绞线的性能特点2钢芯软铝绞线的性能特点(3)环境友好型“环境友好型”也是是国家电网提倡“两型三新”之一(4)低弛度2钢芯软铝绞线的性能特点(5)提高抗冰雪能力(5)提高抗冰雪能力(6)自阻尼特性好(6)自阻尼特性好(7)耐腐蚀性能好由于钢芯软铝绞线是采用紧凑型绞制铝股层形成良好的密封性能与普通钢芯铝绞线相比中心层的钢

【铝方面精品文档】架空输电线路用钢芯软铝绞线的.pptx
架空输电线路用钢芯软铝绞线的研究及其应用上海电缆研究所季世泽一、前言一、前言2钢芯软铝绞线的性能特点2钢芯软铝绞线的性能特点2钢芯软铝绞线的性能特点(3)环境友好型“环境友好型”也是是国家电网提倡“两型三新”之一(4)低弛度2钢芯软铝绞线的性能特点(5)提高抗冰雪能力(5)提高抗冰雪能力(6)自阻尼特性好(6)自阻尼特性好(7)耐腐蚀性能好由于钢芯软铝绞线是采用紧凑型绞制铝股层形成良好的密封性能与普通钢芯铝绞线相比中心层的钢

福建某海岛架空输电钢芯铝绞线的失效分析.docx
福建某海岛架空输电钢芯铝绞线的失效分析随着社会和经济的快速发展,电力系统已经成为了现代社会不可或缺的重要基础设施,其中的输电线路在保障电力供应方面起到了至关重要的作用。然而,在输电线路的运行过程中,会不可避免地产生各种各样的失效情况,这些失效情况可能会对设备和人员的安全造成严重危害。本文旨在以福建某海岛的架空输电钢芯铝绞线为研究对象,对其失效情况进行详细分析,并探讨如何预防和解决输电线路的失效问题。一、问题描述福建某海岛的架空输电钢芯铝绞线于1995年开始运行,线路总长约为100公里,主要用于输送海岛内部