
焊接缺陷及耐压试验焊接质量控制与检验首课程.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共27页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接缺陷及耐压试验焊接质量控制与检验首课程.pptx
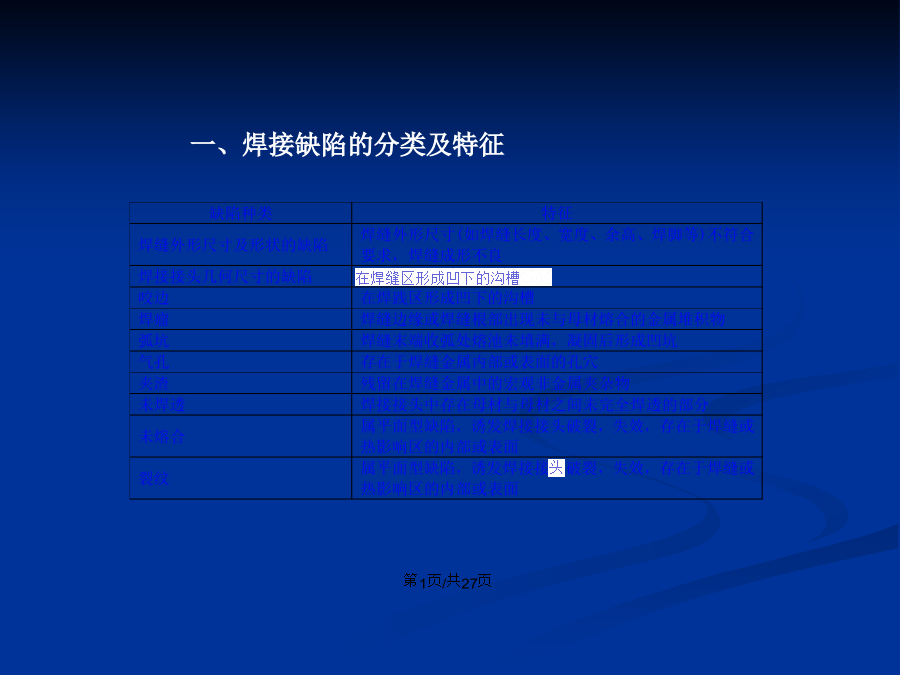
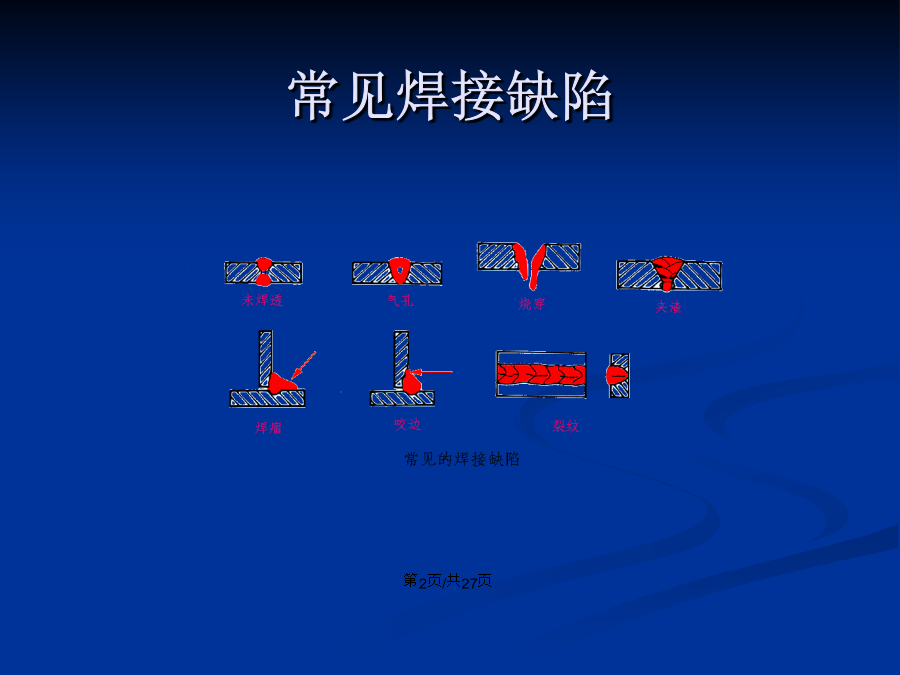
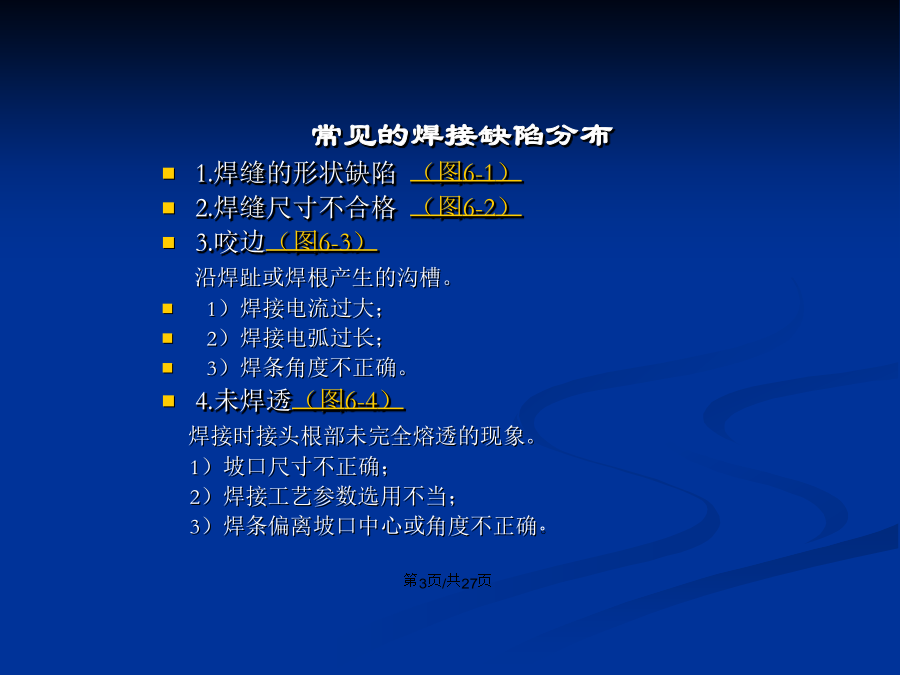
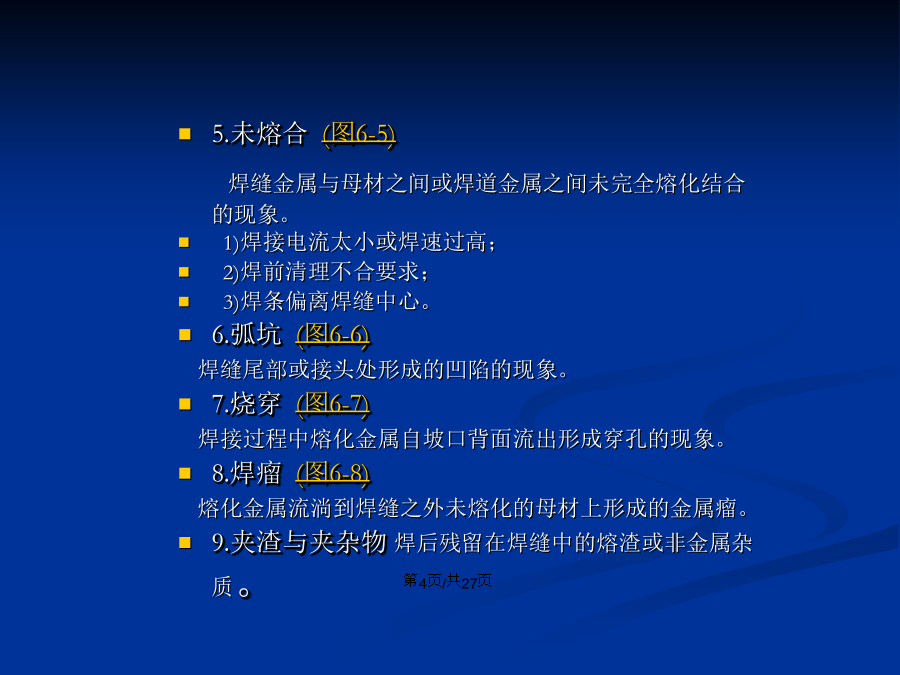
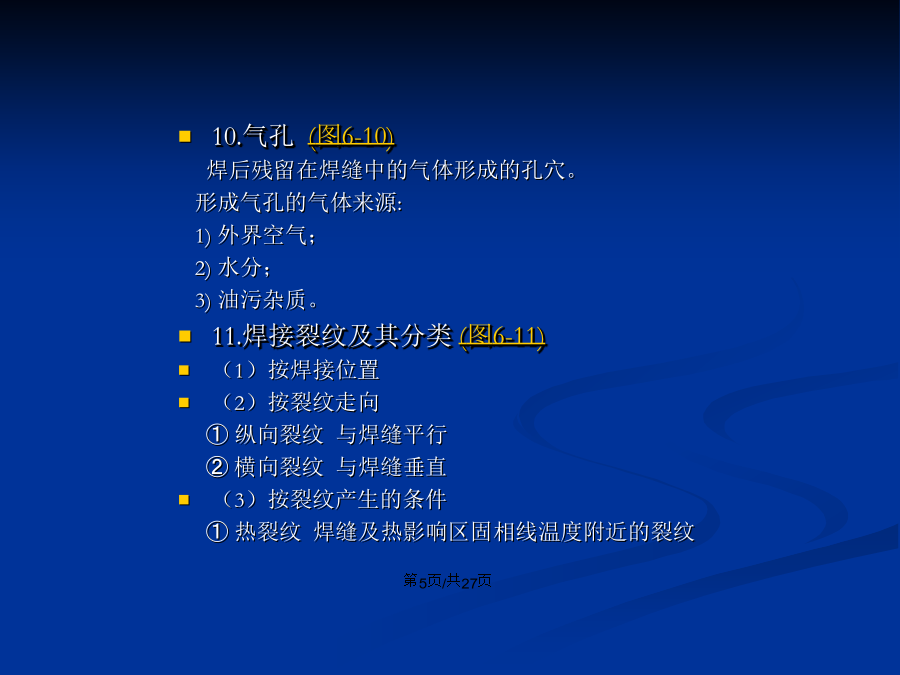
会计学一、焊接缺陷的分类及特征常见焊接缺陷常见的焊接缺陷分布5.未熔合(图6-5)焊缝金属与母材之间或焊道金属之间未完全熔化结合的现象。1)焊接电流太小或焊速过高;2)焊前清理不合要求;3)焊条偏离焊缝中心。6.弧坑(图6-6)焊缝尾部或接头处形成的凹陷的现象。7.烧穿(图6-7)焊接过程中熔化金属自坡口背面流出形成穿孔的现象。8.焊瘤(图6-8)熔化金属流淌到焊缝之外未熔化的母材上形成的金属瘤。9.夹渣与夹杂物焊后残留在焊缝中的熔渣或非金属杂质。10.气孔(图6-10)焊后残留在焊缝中的气体形成的孔穴。

焊接缺陷及焊接检验课程.pptx
会计学焊接缺陷的特征及分布母材中的夹层导致的裂纹层状撕裂二、气孔三、固体夹杂四、未焊透和未熔合五、形状缺陷错边咬边焊瘤烧穿和下塌不规则的焊缝尺寸、形状其他缺陷二、焊接检验无损检验射线检测超声波检测渗透检测InspectionToolsFibreMetalFilletGagePalmgrinGuage

焊接缺陷与焊接质量检验.docx
焊接缺陷与焊接质量检验2008-07-1021:05焊接缺陷与焊接质量检验一、焊接检验的目二、焊接检验的分类三、焊接检验过程四、焊接缺陷五、介绍六种超声波探伤仪一、焊接检验的目的•1、确保焊接结构(件)制造质量,保证其安全运行焊接时由于各种原因,焊缝(或焊接接头)会出现一些缺陷,这些缺陷都影响焊缝和焊接产品质量。这些缺陷中有的(如裂纹、未熔合等)是不允许存在的,有的(如气孔、夹渣等)虽允许存在但按质量级别其数量不允许超过一定的范围。避免焊缝缺陷的产生实现零缺陷是我们追求的目标。焊接检验的目的,是发现焊缝及

焊接缺陷与焊接质量检验.docx
焊接缺陷与焊接质量检验2008-07-1021:05焊接缺陷与焊接质量检验一、焊接检验的目二、焊接检验的分类三、焊接检验过程四、焊接缺陷五、介绍六种超声波探伤仪一、焊接检验的目的•1、确保焊接结构(件)制造质量,保证其安全运行焊接时由于各种原因,焊缝(或焊接接头)会出现一些缺陷,这些缺陷都影响焊缝和焊接产品质量。这些缺陷中有的(如裂纹、未熔合等)是不允许存在的,有的(如气孔、夹渣等)虽允许存在但按质量级别其数量不允许超过一定的范围。避免焊缝缺陷的产生实现零缺陷是我们追求的目标。焊接检验的目的,是发现焊缝及
焊接缺陷与焊接质量检验.docx
焊接缺陷与焊接质量检验2008-07-1021:05焊接缺陷与焊接质量检验一、焊接检验的目二、焊接检验的分类三、焊接检验过程四、焊接缺陷五、介绍六种超声波探伤仪一、焊接检验的目的•1、确保焊接结构(件)制造质量,保证其安全运行焊接时由于各种原因,焊缝(或焊接接头)会出现一些缺陷,这些缺陷都影响焊缝和焊接产品质量。这些缺陷中有的(如裂纹、未熔合等)是不允许存在的,有的(如气孔、夹渣等)虽允许存在但按质量级别其数量不允许超过一定的范围。避免焊缝缺陷的产生实现零缺陷是我们追求的目标。焊接检验的目的,是发现焊缝及