
焊条电弧焊焊接质量保障技术与工艺课程.pptx

快乐****蜜蜂


1/10
2/10

3/10
4/10
5/10
6/10

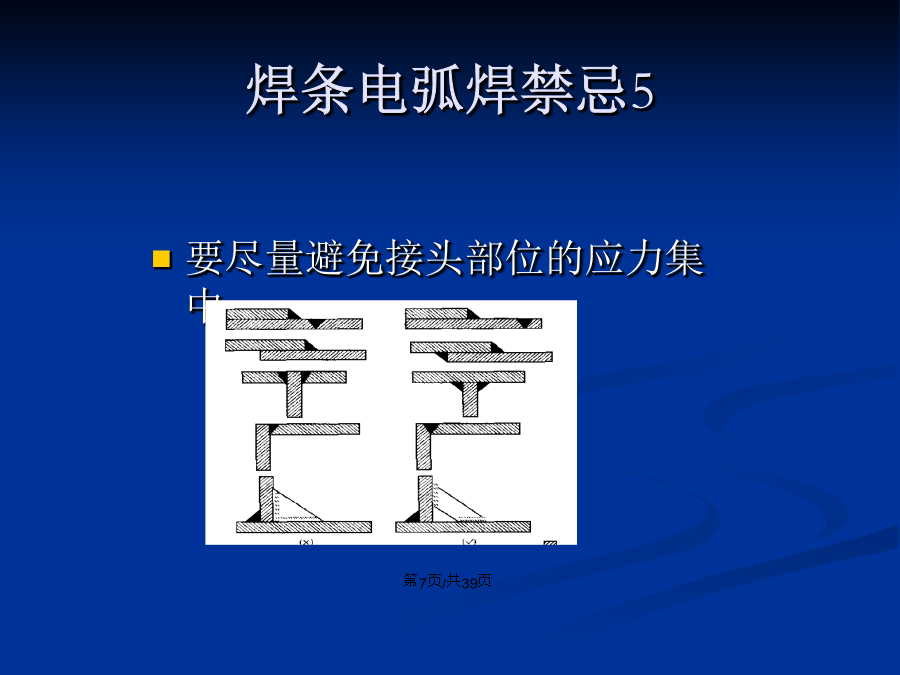
7/10
8/10

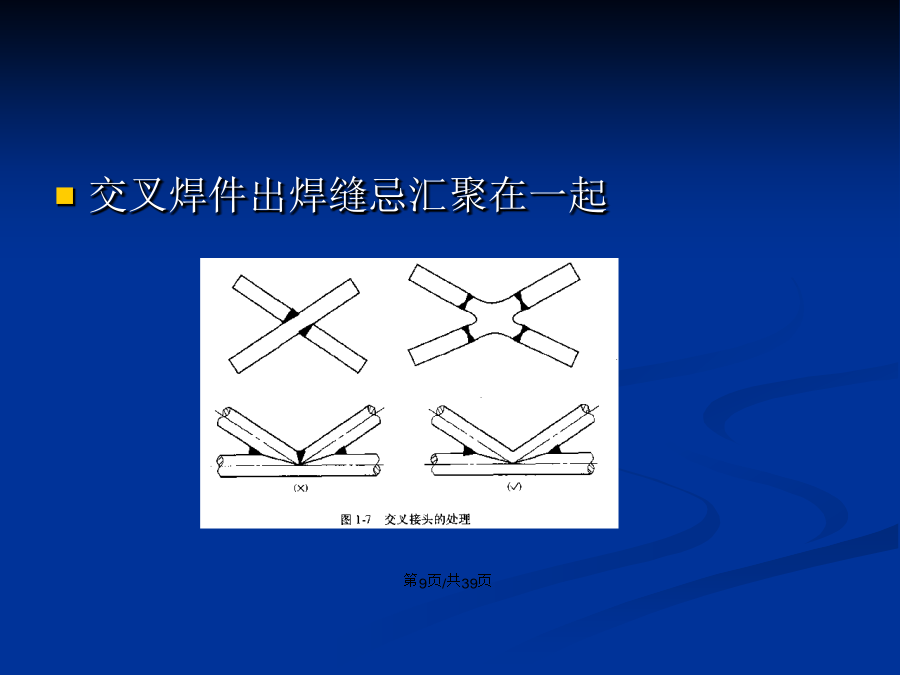
9/10
10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊条电弧焊焊接质量保障技术与工艺课程.pptx
会计学焊条电弧焊禁忌2/焊条电弧焊禁忌3/焊条电弧焊禁忌4/焊条电弧焊禁忌5焊条电弧焊禁忌6/焊条电弧焊禁忌7焊条电弧焊禁忌8/焊条电弧焊禁忌92.角接接头角接接头一般用于不重要的焊接结构。板厚在2mm以下,角接接头常采用卷边形式;板厚为2-8mm,则可采用I形坡口。厚度较大及重要出结构件应开坡口,坡口形式的选择要根据焊件厚度、结构及承受载荷状态确定。焊条电弧焊禁忌10焊条电弧焊禁忌11焊条电弧焊禁忌12焊条电弧焊禁忌13焊条电弧焊禁忌14焊条电弧焊禁忌15焊条电弧焊禁忌16焊条电弧焊禁忌17焊条电弧焊禁

焊条电弧焊焊接质量保障技术与工艺.ppt
焊条电弧焊质量保障技术焊条电弧焊禁忌1焊条电弧焊禁忌2焊条电弧焊禁忌3焊条电弧焊禁忌4焊条电弧焊禁忌5焊条电弧焊禁忌6焊条电弧焊禁忌7焊条电弧焊禁忌8焊条电弧焊禁忌92.角接接头角接接头一般用于不重要的焊接结构。板厚在2mm以下,角接接头常采用卷边形式;板厚为2-8mm,则可采用I形坡口。厚度较大及重要出结构件应开坡口,坡口形式的选择要根据焊件厚度、结构及承受载荷状态确定。焊条电弧焊禁忌10焊条电弧焊禁忌11焊条电弧焊禁忌12焊条电弧焊禁忌13焊条电弧焊禁忌14焊条电弧焊禁忌15焊条电弧焊禁忌16焊条电弧

焊接电弧和焊条电弧焊接课程.pptx
会计学焊接分类熔化焊接压力焊分类钎焊分类第一节熔焊1、焊条电弧焊(手工电弧焊)内容提要第一部分1.1焊接电弧的物理基础1.1.1气体导(放)电机理1.1.2电弧的构造及电特性1.1.2电弧的构造及电特性1.1.2电弧的构造及电特性1.1.3电弧的热源特征1.1.3电弧的热源特征第一部分小结第二部分1.2焊条电弧焊(手工电弧焊)第二部分1.2焊条电弧焊(手工电弧焊)第二部分1.2焊条电弧焊(手工电弧焊)第二部分1.2焊条电弧焊(手工电弧焊)第二部分1.2焊条电弧焊(手工电弧焊)第二部分1.2焊条电弧焊(手工

钢板厚焊条电弧焊焊接工艺评定及焊接工艺要点.doc
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评估及焊接工艺一、母材材质及技术状况16MnR即为Q345C,常作为在锅炉压力容器用钢。即在Q235钢旳基础上加了1﹪旳锰使屈服强度提高35﹪。16MnR属于低碳锰钢。CE=0.34﹪-0.49﹪。焊接性能良好。1.材质性能分析(1)化学性能分析:表1表116MnR钢化学成分(%)成分CSiMnPSNiCr含量0.12-0.200.20—0.551.20-1.90≤0.045≤0.045--(2)力学性能分析:表2表216MnR力学成分σb(Mpa)σs(Mp

钢板厚焊条电弧焊焊接工艺评定及焊接工艺要点.doc
16MnR钢(板厚12mm)焊条电弧焊焊接工艺评估及焊接工艺一、母材材质及技术状况16MnR即为Q345C,常作为在锅炉压力容器用钢。即在Q235钢旳基础上加了1﹪旳锰使屈服强度提高35﹪。16MnR属于低碳锰钢。CE=0.34﹪-0.49﹪。焊接性能良好。1.材质性能分析(1)化学性能分析:表1表116MnR钢化学成分(%)成分CSiMnPSNiCr含量0.12-0.200.20—0.551.20-1.90≤0.045≤0.045--(2)力学性能分析:表2表216MnR力学成分σb(Mpa)σs(Mp