
焊接接头形式和焊缝形式课程.pptx

快乐****蜜蜂


1/10

2/10

3/10

4/10
5/10
6/10
7/10

8/10

9/10

10/10
亲,该文档总共19页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接接头形式和焊缝形式课程.pptx
会计学用焊接方法连接的接头称为焊接接头,它主要起连接和传递力的作用。焊接接头有焊缝、熔合区和影响区三部分组成。一、焊接坡口的类型与尺寸1.坡口类型焊接接头的坡口根据其形状不同可分为基本型、组合型和特殊型三类。(1)坡口面角度和坡口角度待加工坡口的端面与坡口面之间的夹角叫坡口面角度,用产表示。两坡口面之间的夹角叫坡口角度,用a表示。坡口面为待焊件上的坡口表面。(2)根部间隙焊前在接头根部之间预留的空隙叫根部间隙,用b表示,其作用在于打底焊时保证根部焊透。根部间隙又叫装配间隙。(3)钝边焊件开坡口时,沿焊件接

焊接接头形式和焊缝形式.ppt
一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式3、T接接头及坡口形式一、焊接接头形式一、焊接接头形式一、焊接接头形式一、焊接接头形式二、焊缝形式二、焊缝形式二、焊缝形式二、焊缝形式

焊接接头形式和焊缝形式.ppt
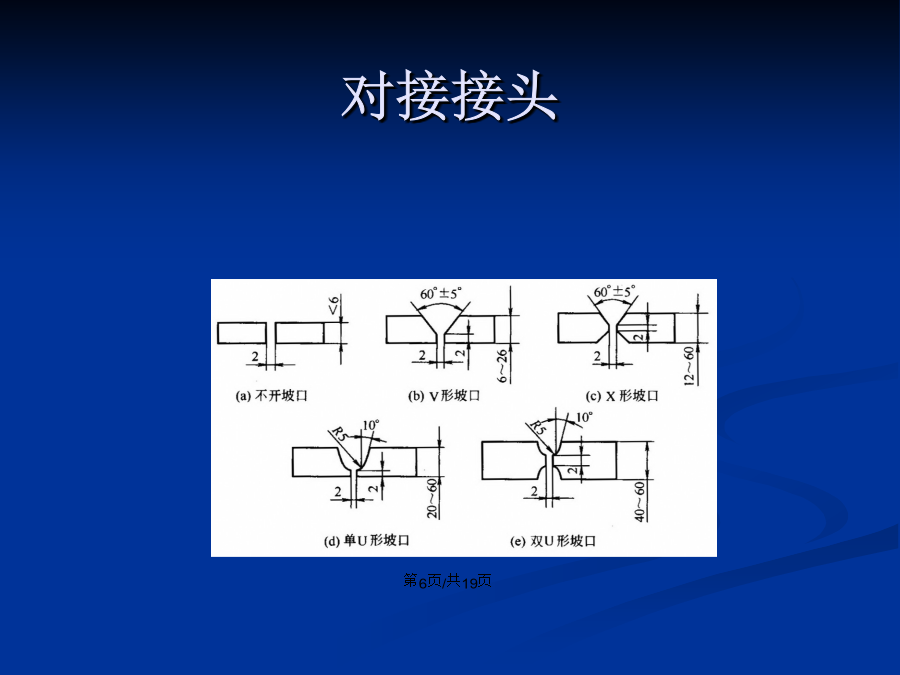
焊接接头形式和焊缝形式知识回顾:课题二焊接接头形式及破口形式教学目标:一、焊接接头形式及常用的坡口形式1、焊接接头:用焊接的方法连接的接头。2、焊接接头的基本形式可分为:3、常用的坡口形式有:I形坡口、V形坡口、X形坡口、U形坡口1、对接接头:两端面相对平行的接头2)、开坡口的对接接头板厚在6---40mm时,采用V形坡口,V形坡口的特点:易于加工但焊后易变形;板厚12---60mm时可采用X形坡口,X形坡口的特点:适于大厚度焊件和焊后要求变形小的结构中;板厚为20---60mm时可采用U形坡口,U形坡口

焊接接头和焊缝形式.pptx
1焊接接头:用焊接方法连接的接头一、焊缝坡口的基本形式与尺寸V形和Y形坡口加工和施焊方便,但焊后容易产生角变形。双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形较小。U形坡口填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。5.根部半径U在J形、U形坡口底部的圆角半径叫根部半径(见下图)。它的作用是增大坡口根部的空间,以便焊透根部和减小坡口角度。1.当钝边尺寸较大而根部间隙不变时,

焊接接头和焊缝形式学习教案.pptx
会计学焊接接头(jiētóu):用焊接方法连接的接头(jiētóu)一、焊缝坡口的基本形式(xíngshì)与尺寸V形和Y形坡口加工和施焊方便,但焊后容易产生角变形(biànxíng)。双Y形坡口是在V形坡口的基础上发展的。当焊件厚度增大时,采用双Y形代替V形坡口,在同样厚度下,可减少焊缝金属量约1/2,并且可对称施焊,焊后的残余变形(biànxíng)较小。U形坡口填充金属量在焊件厚度相同的条件下比V形坡口小得多,但这种坡口的加工较复杂。5.根部半径U在J形、U形坡口底部的圆角半径叫根部半径(见下图)。