
焊工培训课件焊接基础知识课程.pptx

快乐****蜜蜂

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共62页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊工培训课件焊接基础知识课程.pptx
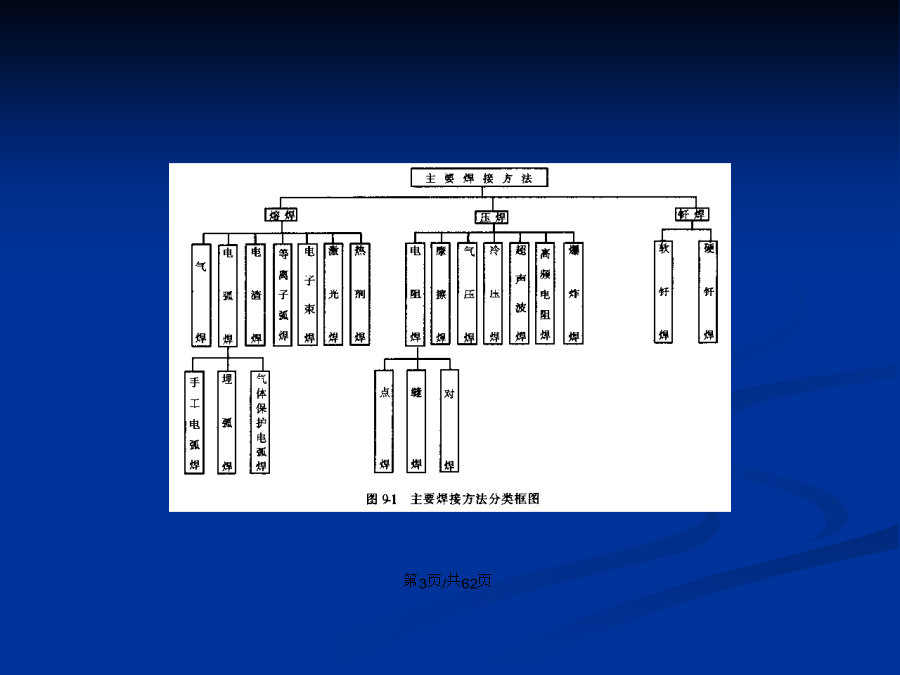
会计学第一章一、焊接的概念及分类焊接就是通过加热或加压,或者两者并用,并且用或不用填充材料使焊件达到结合的一种加工方法。按造焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊、钎焊三类。1、熔焊,熔焊是在焊接过程中将焊接接头加热至熔化状态,不加压力完成的焊接方法。我们常用的焊条电弧焊、CO2气体保护焊、氩弧焊、埋弧焊、气焊等都属于这种焊接方法。2、压焊,压焊是在焊接过程中必须对焊件施加压力(加热或不加热),以完成焊接的方法。电阻焊、摩擦焊、爆炸焊等都属于这种焊接方法。/3、钎焊,钎焊是采用比母材熔

焊工培训焊接基础知识课程.pptx
会计学第一章一、焊接的概念及分类焊接就是通过加热或加压,或者两者并用,并且用或不用填充材料使焊件达到结合的一种加工方法。按造焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊、钎焊三类。1、熔焊,熔焊是在焊接过程中将焊接接头加热至熔化状态,不加压力完成的焊接方法。我们常用的焊条电弧焊、CO2气体保护焊、氩弧焊、埋弧焊、气焊等都属于这种焊接方法。2、压焊,压焊是在焊接过程中必须对焊件施加压力(加热或不加热),以完成焊接的方法。电阻焊、摩擦焊、爆炸焊等都属于这种焊接方法。/3、钎焊,钎焊是采用比母材熔

焊工培训焊接基础知识ppt课件.ppt
焊工培训第一章一、焊接的概念及分类焊接就是通过加热或加压,或者两者并用,并且用或不用填充材料使焊件达到结合的一种加工方法。按造焊接过程中金属所处的状态不同,可以把焊接方法分为熔焊、压焊、钎焊三类。1、熔焊,熔焊是在焊接过程中将焊接接头加热至熔化状态,不加压力完成的焊接方法。我们常用的焊条电弧焊、CO2气体保护焊、氩弧焊、埋弧焊、气焊等都属于这种焊接方法。2、压焊,压焊是在焊接过程中必须对焊件施加压力(加热或不加热),以完成焊接的方法。电阻焊、摩擦焊、爆炸焊等都属于这种焊接方法。43、钎焊,钎焊是采用比母材
焊工培训课件·常用焊接方法.ppt
第三章常用焊接方法第一节焊条电弧焊焊条电弧焊由焊接电源、焊接电缆、焊钳、焊条、焊件、电弧构成回路焊接时采用焊条和工件接触引燃电弧然后提起焊条并保持一定的距离在焊接电源提供合适电弧电压和焊接电流下电弧稳定燃烧产生高温焊条和焊件局部被加热到熔化状态。焊条端部熔化的金属和被熔化的焊件金属熔合在一起形成熔池。在焊接中电弧随焊条不断向前移动熔池也随着移动熔池中的液态金属逐步冷却结晶后便形成了焊缝两焊件被焊接在一起。引起电弧燃烧的过程称为电弧引燃。电弧引燃有两种方法:一是高频高压引弧法主要用于钨极惰性气体

高级焊工培训完整-(焊工识图基础知识、焊接符号)ppt课件.ppt
焊工识图基础知识识图知识第一节制图的一般规定一、图纸幅面和格式(GB/T14689-1993)1.图纸幅面规格装订格式:装订边尺寸一律为25不装订格式:边框与图框线间距随图纸幅面变化。具体值查阅国标每张图纸上都必须画出标题栏;外框为粗实线,内格为细实线。标题栏的位置应位于图纸的右下角。尺寸不随图纸大小、格式变化。制图作业中推荐使用的标题栏格式二、比例(GB/T14690-1993)图样上所标注的尺寸,是机件的真实尺寸,与比例无关图线分粗、细两种。在同一图样中同类图线的宽度应基本一致,虚线、细点划线及双点划