
SPC统计过程控制-9.ppt

葫芦****io


1/10
2/10

3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共158页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

SPC统计过程控制-9.ppt
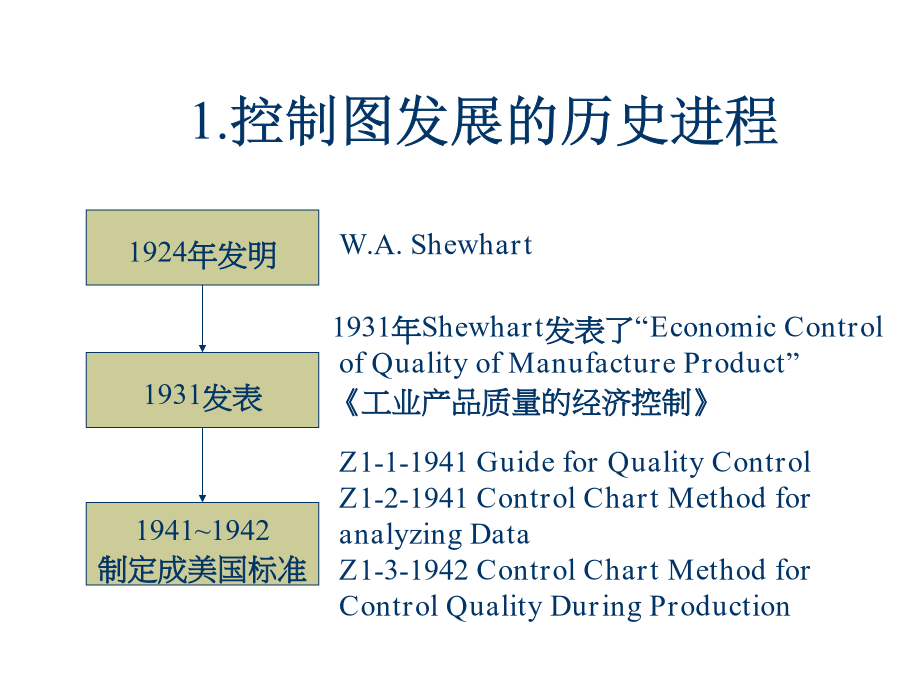
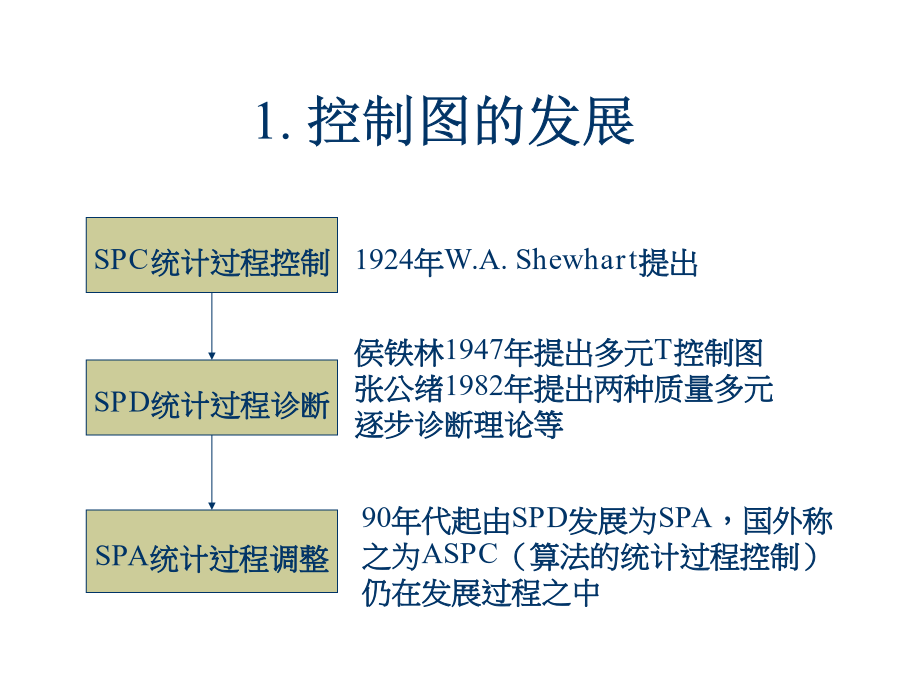
统计过程控制StatisticalProcessControl主要内容第一部分:SPC统计过程控制概述目录1.控制图的历史1.控制图的历史1.控制图的历史1924年发明SPC统计过程控制1.控制图应用范例目的:寻找有效的方法来提供产品和服务,并不断在价值上得以改进;目标:是达到顾客满意(包括内部和外部顾客);对象:从事统计方法应用的管理人员;范围:基本统计方法包括与统计过程控制及过程能力分析有关的方法,但不是全部a)收集数据并用统计方法解释不是最终目标,最终目标是对实现过程的不断理解;b)研究变差和应用统

统计过程控制-统计过程控制SPC.ppt
统计过程控制StatisticalProcessControl(SPC)课程大纲产品质量的变异与过程控制第一章质量管理中的统计技术质量管理发展的阶段质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要求质量管理体系对统计技术的要

统计过程控制(SPC).docx
129统计过程控制(SPC)参考手册1992年版•1995年第2次印刷(仅新封面)©1992©1995版权由克莱斯勒、福特和通用汽车公司所有本手册所描述控制图的选用程序确定要制定控制图的特性是计量型数据吗?性质上是否是均匀或不能按子组取样一例如:化学槽液批量油漆等?使用单值图X—MR是是关心的是不合格品率一即“坏”零件的百分比吗?关心的是不合格品数即单位零件不合格数吗?样本容量是否恒定?样本容量是否恒定?子组均值是否能很方便地计算?是否能方便地计算每个子组的S值?子组容量是否大于或等

统计过程控制(SPC).pptx
第四章统计过程控制(SPC)(中级)节统计过程控制概述二、统计过程控制三、统计过程控制的特点是一种预防性的方法贯彻预防原则是现代质量管理的核心强调全员参与(四)统计过程诊断SPDSPC——判断过程是否异常,及时告警SPD——对过程的各个阶段进行监控与诊断二、重要性1.控制图是贯彻预防原则的SPC的重要工具;可用以直接控制与诊断过程;2.国外先进发达国家的企业广泛应用;3.控制图的数量与产品种类和工艺复杂性有关;4.反映管理现代化的程度。3σ原理:正态分布中,不论μ与σ取值如何,产品质量特性值落在范

统计过程控制(SPC).docx
统计过程控制(SPC)参考手册1992年版•1995年第2次印刷(仅新封面)©1992,©1995版权由克莱斯勒、福特和通用汽车公司所有本手册所描述控制图的选用程序确定要制定控制图的特性是计量型数据吗?性质上是否是均匀或不能按子组取样一例如:化学槽液批量油漆等?使用单值图X—MR是是关心的是不合格品率一即“坏”零件的百分比吗?关心的是不合格品数即单位零件不合格数吗?样本容量是否恒定?样本容量是否恒定?子组均值是否能很方便地计算?是否能方便地计算每个子组的S值?子组容量是否大于或等于9?