
检具验收标准.pdf

金启****富来


1/7
2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

检具验收标准.docx
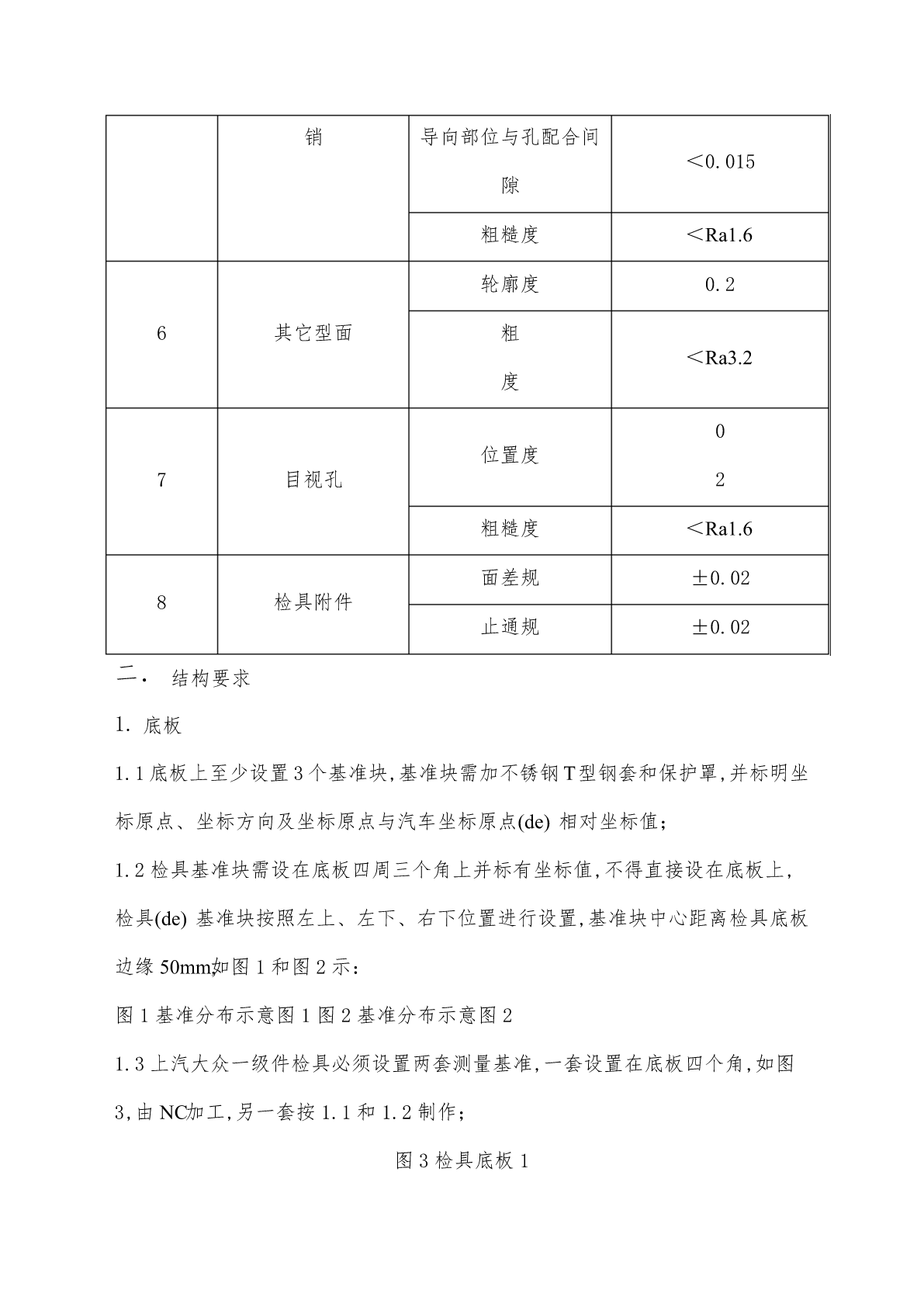
检具验收原则检具精度检具精度规定如下表:序号部件名称形状位置名称技术参数(单位:mm)1底板平面度0.05/1000垂直度0.05/1000平行度0.05/1000粗糙度<Ra1.6百格线轮廓度0.22测量基准块测量基准孔位置度0.02粗糙度<Ra1.63定位基准块定位基准孔位置度0.05定位基准面廓度0.05粗糙度<Ra1.64模拟块、卡板检测面轮廓度0.1检测孔位置度0.1(产品孔位置公差小于1mm时采用十分之一原则)检测卡板线轮廓度0.15粗糙度<Ra1.65检测块(销)、定位销功能部位大小尺寸0.

检具验收标准.docx
检具验收原则检具精度检具精度规定如下表:序号部件名称形状位置名称技术参数(单位:mm)1底板平面度0.05/1000垂直度0.05/1000平行度0.05/1000粗糙度<Ra1.6百格线轮廓度0.22测量基准块测量基准孔位置度0.02粗糙度<Ra1.63定位基准块定位基准孔位置度0.05定位基准面廓度0.05粗糙度<Ra1.64模拟块、卡板检测面轮廓度0.1检测孔位置度0.1(产品孔位置公差不不不大于1mm时采用十分之一原则)检测卡板线轮廓度0.15粗糙度<Ra1.65检测块(销)、定位销功能部位大小尺

检具验收标准.pdf
检具验收标准一.检具精度检具精度要求如下表:序号部件名称形状位置名称技术参数(单位:mm)平面度0.05/1000垂直度0.05/10001底板平行度0.05/1000粗糙度<Ra1.6百格线轮廓度0.2测量基准孔位置度0.022测量基准块粗糙度<Ra1.6定位基准孔位置度0.05定位基准面3定位基准块0.05廓度粗糙度<Ra1.6检测面轮廓度0.10.1(产品孔位置公差检测孔位置度小于1mm时采用十分之4模拟块、卡板一原则)检测卡板线轮廓度0.15粗糙度<Ra1.65检测块(销)、定位功能部位大小尺寸0

检具验收标准.docx
检具验收标准检具精度检具精度要求如下表:序号部件名称形状位置名称技术参数(单位:mm)1底板平面度0.05/1000垂直度0.05/1000平行度0.05/1000粗糙度<Ra1.6百格线轮廓度0.22测量基准块测量基准孔位置度0.02粗糙度<Ra1.63定位基准块定位基准孔位置度0.05定位基准面廓度0.05粗糙度<Ra1.64模拟块、卡板检测面轮廓度0.1检测孔位置度0.1(产品孔位置公差小于1mm时采用十分之一原则)检测卡板线轮廓度0.15粗糙度<Ra1.65检测块(销)、定位销功能部位大小尺寸0.

检具验收标准.docx
检具验收原则检具精度检具精度规定如下表:序号部件名称形状位置名称技术参数(单位:mm)1底板平面度0.05/1000垂直度0.05/1000平行度0.05/1000粗糙度<Ra1.6百格线轮廓度0.22测量基准块测量基准孔位置度0.02粗糙度<Ra1.63定位基准块定位基准孔位置度0.05定位基准面廓度0.05粗糙度<Ra1.64模拟块、卡板检测面轮廓度0.1检测孔位置度0.1(产品孔位置公差小于1mm时采用十分之一原则)检测卡板线轮廓度0.15粗糙度<Ra1.65检测块(销)、定位销功能部位大小尺寸0.