
焊接坡口标准.ppt

15****92


1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共48页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接坡口标准.ppt
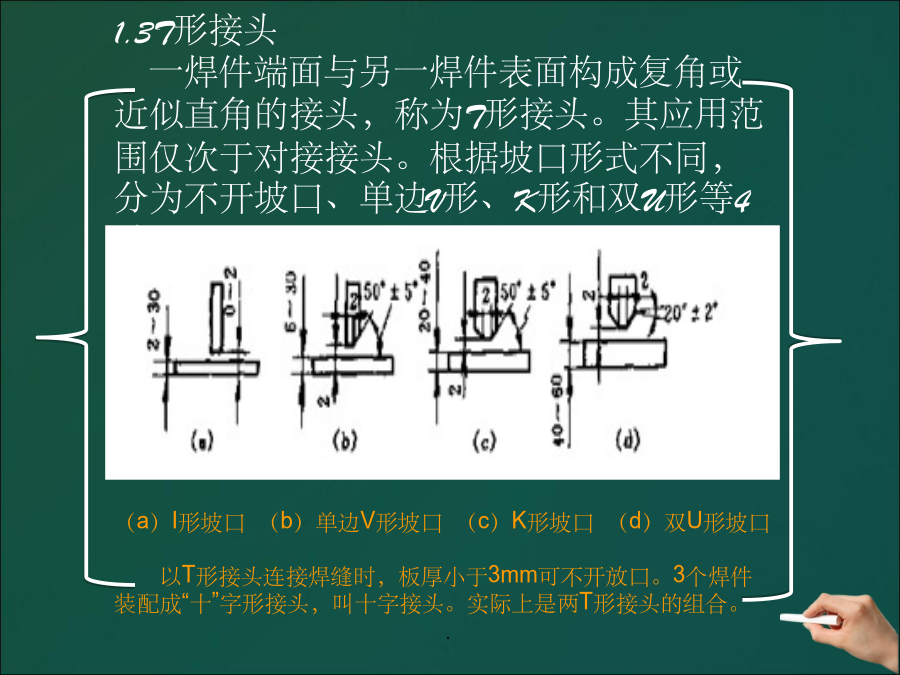
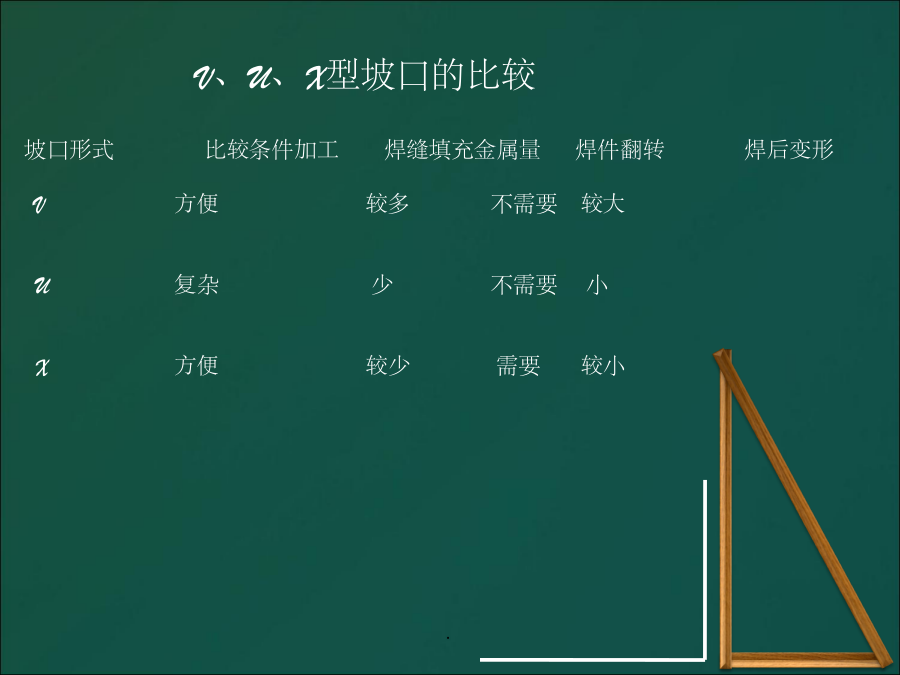
培训内容:焊接坡口与焊接变形焊接接头形式及坡口选用接头型式与坡口的准备1、焊接接头的型式接头主要有对接、角接、T形接和搭接等4种。1.1对接接头两焊件端面相对平行的接头,称为对接接头。是焊接结构中采用最多的一种型式。根据坡口形式的不同,可分为I形、V形、X形、U形和双U形等1.2角接接头两焊件端面间构成300-1350夹角的接头,称为角接接头。根据坡口型式的不同,分为不开坡口、单边V形、V形及K形等4种型式1.3T形接头一焊件端面与另一焊件表面构成复角或近似直角的接头,称为T形接头。其应用范围仅次于对接接

焊接坡口标准.ppt
焊接坡口与焊接变形授课:大山时间:3.19焊接接头形式及坡口选用接头型式与坡口的准备1、焊接接头的型式接头主要有对接、角接、T形接和搭接等4种。1.1对接接头两焊件端面相对平行的接头,称为对接接头。是焊接结构中采用最多的一种型式。根据坡口形式的不同,可分为I形、V形、X形、U形和双U形等1.2角接接头两焊件端面间构成300-1350夹角的接头,称为角接接头。根据坡口型式的不同,分为不开坡口、单边V形、V形及K形等4种型式1.3T形接头一焊件端面与另一焊件表面构成复角或近似直角的接头,称为T形接头。其应用范

焊接坡口标准.ppt
焊接坡口与焊接变形授课:大山时间:3.19焊接接头形式及坡口选用接头型式与坡口的准备1、焊接接头的型式接头主要有对接、角接、T形接和搭接等4种。1.1对接接头两焊件端面相对平行的接头,称为对接接头。是焊接结构中采用最多的一种型式。根据坡口形式的不同,可分为I形、V形、X形、U形和双U形等1.2角接接头两焊件端面间构成300-1350夹角的接头,称为角接接头。根据坡口型式的不同,分为不开坡口、单边V形、V形及K形等4种型式1.3T形接头一焊件端面与另一焊件表面构成复角或近似直角的接头,称为T形接头。其应用范

焊接坡口.doc
焊接坡口一、坡口得定义及作用根据设计或工艺要求,在焊件得待焊部位加工成一定几何形状与尺寸得沟槽,叫坡口。作用就是:(1)使热源(电弧或火焰)能抵达焊缝根部,保证根部焊透。(2)便于操作与清理焊渣。(3)调整焊缝成型系数,获得较好得焊缝成型。(4)调节母材金属与填充金属得比例。二、选择坡口得原则为获得高质量得焊接接头,应选择适当得坡口型式。坡口得选择,主要取决于母材厚度、焊接方法与工艺要求。选择时,应注意以下问题:(1)焊接方法。(2)母材种类与厚度。(3)焊缝填充金属尽量少。(4)避免产生缺陷。(5)减少
焊接坡口.doc
焊接坡口一、坡口得定义及作用根据设计或工艺要求,在焊件得待焊部位加工成一定几何形状与尺寸得沟槽,叫坡口。作用就是:(1)使热源(电弧或火焰)能抵达焊缝根部,保证根部焊透。(2)便于操作与清理焊渣。(3)调整焊缝成型系数,获得较好得焊缝成型。(4)调节母材金属与填充金属得比例。二、选择坡口得原则为获得高质量得焊接接头,应选择适当得坡口型式。坡口得选择,主要取决于母材厚度、焊接方法与工艺要求。选择时,应注意以下问题:(1)焊接方法。(2)母材种类与厚度。(3)焊缝填充金属尽量少。(4)避免产生缺陷。(5)减少