
焊接方法与设备钨极惰性气体保护焊第五章钨极惰性气体保护焊.ppt

你的****书屋

1/10
2/10
3/10

4/10

5/10
6/10

7/10
8/10
9/10
10/10
亲,该文档总共23页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

焊接方法与设备钨极惰性气体保护焊第五章钨极惰性气体保护焊.ppt
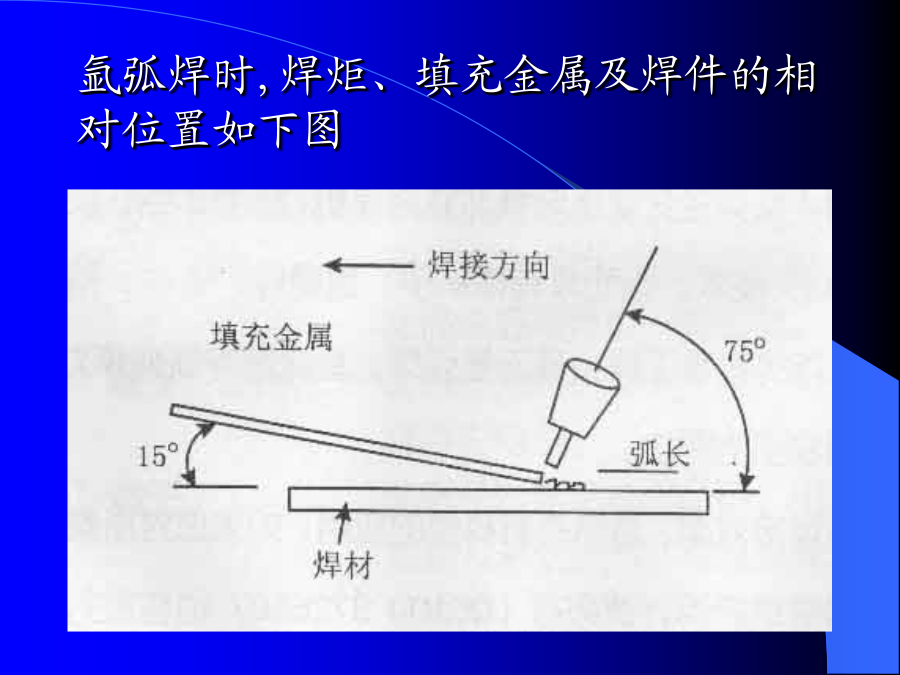
钨极氩弧熔覆技术王振廷材料科学与工程学院第一节钨极氩弧焊氩弧焊时,焊炬、填充金属及焊件的相对位置如下图2、氩弧焊的特点3、氩弧焊适用焊接范围氩气的作用3钨极4焊丝5规范参数第二节氩弧表面改性处理工艺适用范围:适合于碳钢、中碳低合金钢、铸铁等材料的表面强化。例如,对45钢和T7钢,经氩弧加热,在钢的表面形成细针马氏体,45钢和T7钢的表面硬度HRC分别达到62和66。因心部没有受到加热温度的影响,仍保持原有45钢和T7钢的较好塑性和韧性。在导轨,船用柴油机活塞及一些工、模具上应用都取得了很好的效果。2氩弧表

钨极惰性气体保护焊.pptx
会计学6.1.2TIG焊的特点(4)在薄板焊接时无需添加焊丝。在厚板焊接时,由于填充焊丝不通过焊接电流,所以不会产生因熔滴过渡引起电弧电压和电流变化而产生的飞溅现象,为获得光滑的焊缝表面提供了良好条件。(5)钨极氩弧焊时的电弧是各种电弧焊方法中稳定性最好的电弧之一。电弧呈典型的钟罩形形态(见图6-2),焊接熔池可见性好,焊接操作十分容易进行,因此应用比较普遍。(6)可以焊接各种金属材料,如:钢、铝、钛、镁等。(7)TIG焊可靠性高,所以可以焊接重要构件,可用于核电站及航空、航天工业。图6-2钨极氩弧焊时的

焊接方法与设备--钨极惰性气体保护焊优秀PPT.ppt
焊接方法与设备钨极惰性气体保护焊第五章钨极惰性气体保护焊第一节TIG焊的特点及应用-------------------TIG焊的原理He+Ar厚板、高热导、高熔点金属焊接〔双层保护气体)第二节TIG焊的电流种类及极性-------------------交流TIG焊脉冲电压〔负半周施加1500V的高压脉冲)喷嘴形状〔外形、光洁度、出口边缘形状、同心度)第三节TIG焊设备-------------------保护气体第一节TIG焊的特点及应用-------------------TIG焊的原理外特性要求:

4焊接工艺_钨极惰性气体保护焊.ppt
第五章钨极惰性气体保护焊(TIG)本章重点:①TIG焊的焊材:电极、焊丝;②TIG焊工艺;③脉冲TIG焊本章难点:①交流TIG焊;②TIG焊工艺(尤脉冲焊工艺)学习建议:①应把TIG焊与其它焊接方法的特点进行对比以促进理解、把握关键;②课本的内容不够完善应注意所补充的有关电极、工艺措施、脉冲TIG焊等有关内容;③通过练习制订相应的焊接工艺等实践环节来培养和提高工艺能力和经验。第一节TIG焊的特点及应用一、TIG焊的原理(如图)二、TIG焊的特点优点(1)几乎可以焊接所有的金
4焊接工艺_钨极惰性气体保护焊.ppt
第五章钨极惰性气体保护焊(TIG)本章重点:①TIG焊的焊材:电极、焊丝;②TIG焊工艺;③脉冲TIG焊本章难点:①交流TIG焊;②TIG焊工艺(尤脉冲焊工艺)学习建议:①应把TIG焊与其它焊接方法的特点进行对比以促进理解、把握关键;②课本的内容不够完善应注意所补充的有关电极、工艺措施、脉冲TIG焊等有关内容;③通过练习制订相应的焊接工艺等实践环节来培养和提高工艺能力和经验。第一节TIG焊的特点及应用一、TIG焊的原理(如图)二、TIG焊的特点优点(1)几乎可以焊接所有的金