
金属切削原理与刀具(切削运动).ppt

你的****书屋


1/10

2/10
3/10
4/10
5/10

6/10

7/10

8/10

9/10
10/10
亲,该文档总共21页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
金属切削原理与刀具(切削运动).ppt
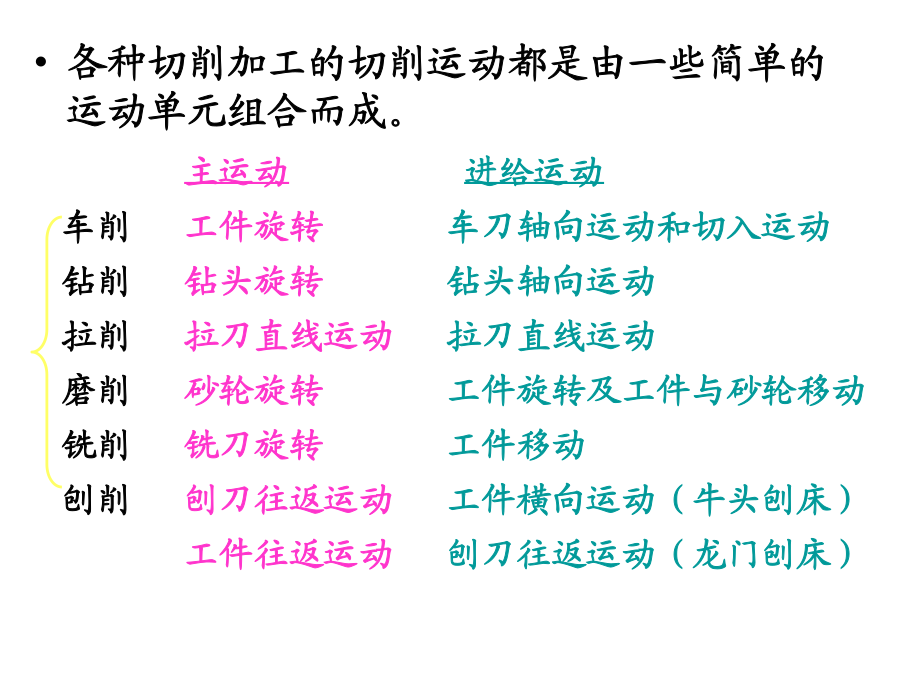
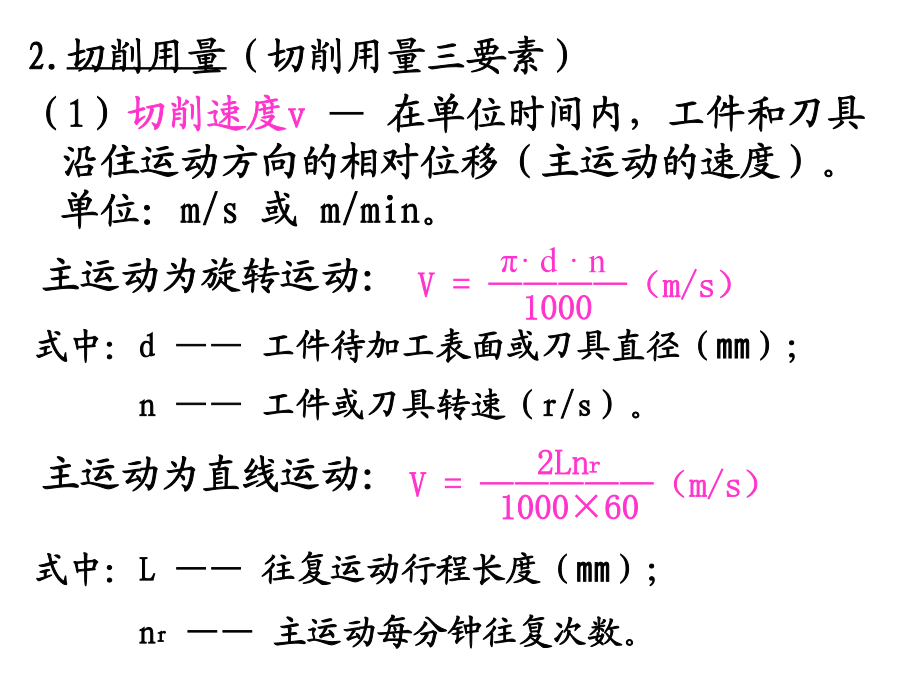
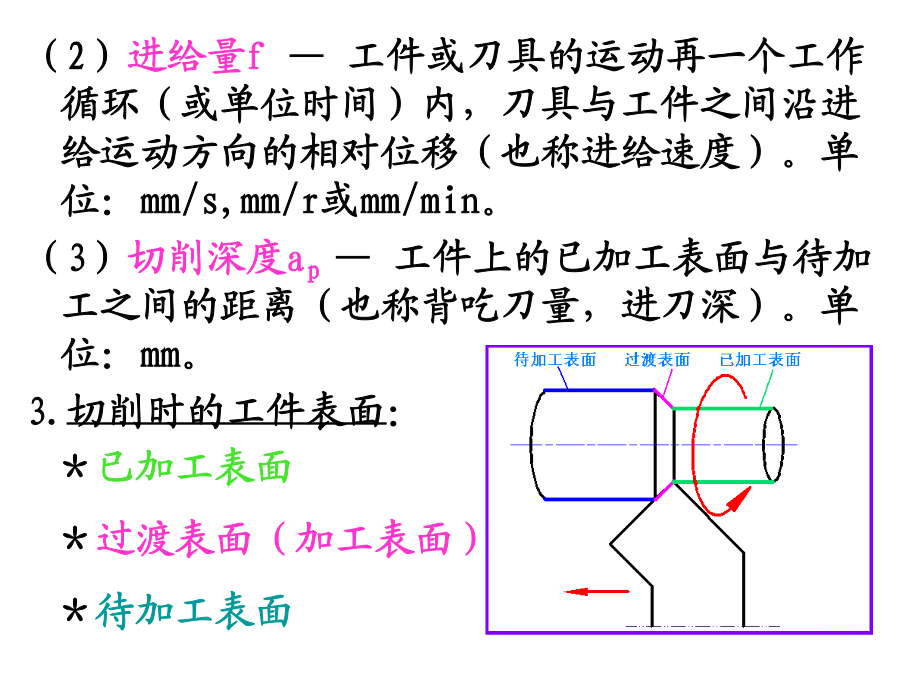
金属切削原理与刀具零件不同表面加工时的切削运动各种切削加工的切削运动都是由一些简单的运动单元组合而成。2.切削用量(切削用量三要素)(1)切削速度v—在单位时间内,工件和刀具沿住运动方向的相对位移(主运动的速度)。单位:m/s或m/min。(2)进给量f—工件或刀具的运动再一个工作循环(或单位时间)内,刀具与工件之间沿进给运动方向的相对位移(也称进给速度)。单位:mm/s,mm/r或mm/min。(3)切削深度ap—工件上的已加工表面与待加工之间的距离(也称背吃刀量,进刀深)。单位:mm。3.切削时的工件

金属切削原理及刀具.doc
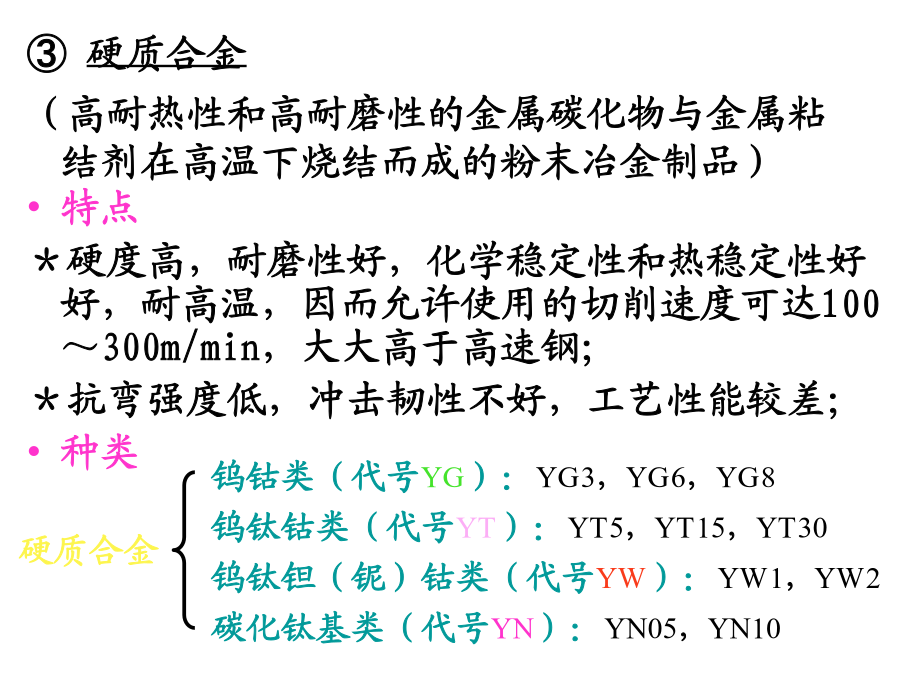
金属切削原理与刀具》试题(1)一、填空题1.刀具材料的种类很多,常用的金属材料有:工具钢、高速钢、硬质合金;超硬刀具材料有金刚石、立方氮化硼。2.刀具的几何角度中,常用的角度有前角(或)、后角(或)、主偏角(或)、副偏角(或)、刃倾角(或)、副后角(或)六个。3.切削用量要素包括切削速度(或)、进给量(或)、背吃刀量(或)三个。4.根据切削形成机理,可将切屑分为:带状屑、节状屑、单元屑、崩碎屑。5.刀具的磨损有正常磨损的非正常磨损两种。其中正常磨损有前刀面磨损、后刀面磨损、边界磨损三种。6.刀具切削部分材
金属切削原理与刀具.ppt
12024/8/21345678910111213141516171819202122232425262728293031323334353637383940414243444546474849505152

《金属切削原理与刀具》.doc
《金属切削原理与刀具》刀具的组成(三面、两刃、一尖):刀面:①前刀面、②后刀面、③副后刀面;切削刃:①主切削刃、②副切削刃;刀尖。正交平面参考系由以下三个平面组成:①基面、②主切削平面、③正交平面刀具角度正负的规定:1、前角γ。前面与基面平行时前角为零。前面与切削平面间夹角小于900时,前角为正,大于900时,前角为负。2、后角α。λs后面与基面间夹角小于900时,后角为正,大于900时,后角为负。3、刃倾角(与前角的判断相似)。刀具角度的一面二角分析法:表示空间任意一个平面

金属切削原理及刀具.pptx
金属切削原理及刀具待加工表面:即将被切去金属层的表面;加工表面:切削刃正在切削着的表面;已加工表面:已经切去一部分金属形成的新表面。这些定义也适用于其它切削。图中分别表示了车削、刨削、钻削、铣镗削时的切削运动。切削运动金属切削机床的基本运动有直线运动和回转运动。按切削时工件与刀具相对运动所起的作用可分为主运动和进给运动。如图所示。(1)主运动:切下金属所必须的最主要的运动。特点:通常它的速度最高,消耗机床功率最多。机床的主运动只有一个。例如,车削、镗削的主运动是工件与刀具的相对旋转运动,而刨削是的主运动是