
热流道模具设计.ppt

lj****88


1/10

2/10
3/10
4/10
5/10
6/10
7/10

8/10
9/10
10/10
亲,该文档总共51页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热流道模具设计.ppt
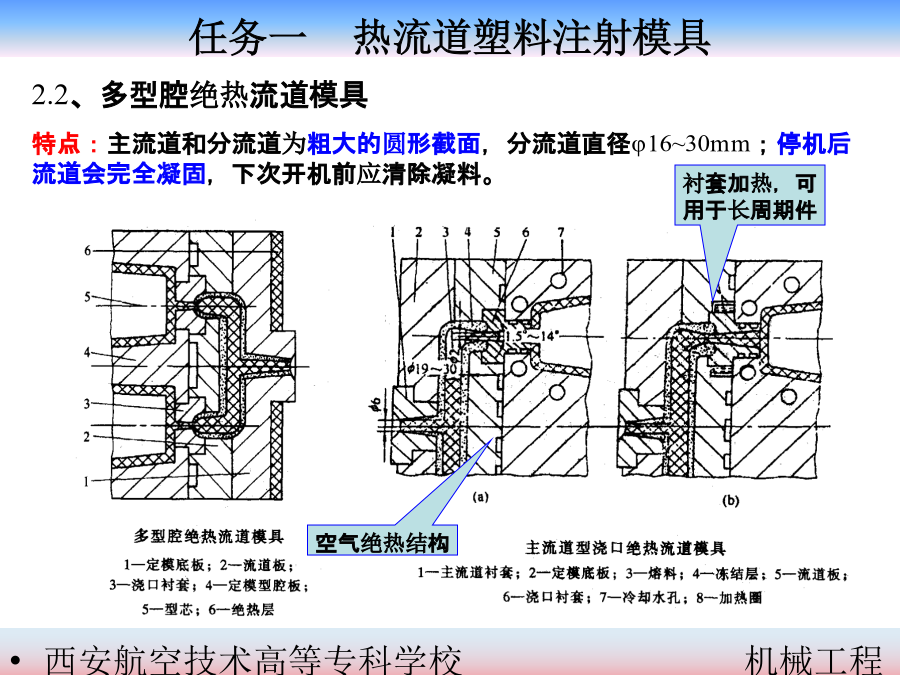
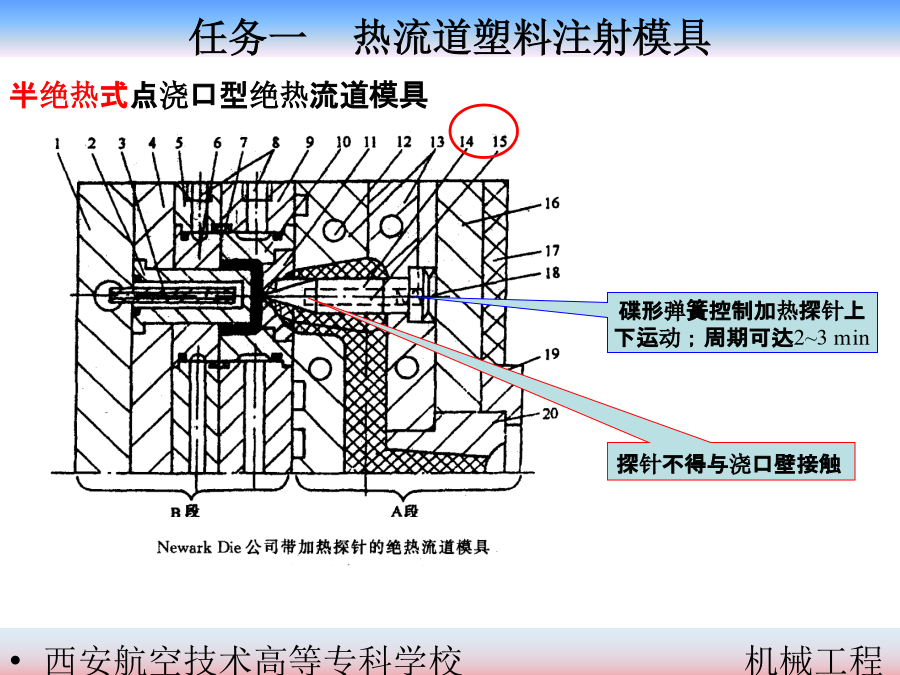
任务引入专业知识一、热流道系统供应商简介(7)韩国柳道(YUDO)建立于1980年,是国际知名的热流道系统生产厂家,主要产品有:分流板、热嘴、温控器、时间控制器等。二、绝热式热流道塑料注射模具C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵塞2.2、多型腔绝热流道模具拆开清理模具半绝热式点浇口型绝热流道模具三、加热式热流道塑料注射模具3.1.1、单型腔延伸式喷嘴模具特点:喷嘴与浇口衬套间,浇口衬套与模具型腔板间除必要的定位面外,均留出1mm间隙,起绝热作用;承压面A可防止喷嘴顶坏浇口衬套;浇口尺寸φ

热流道模具设计.ppt
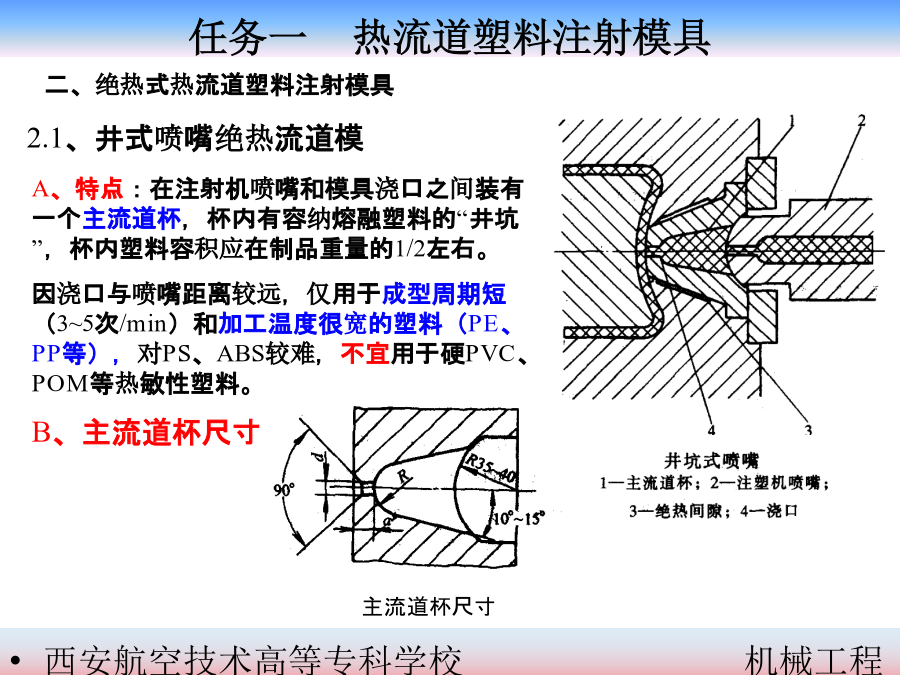
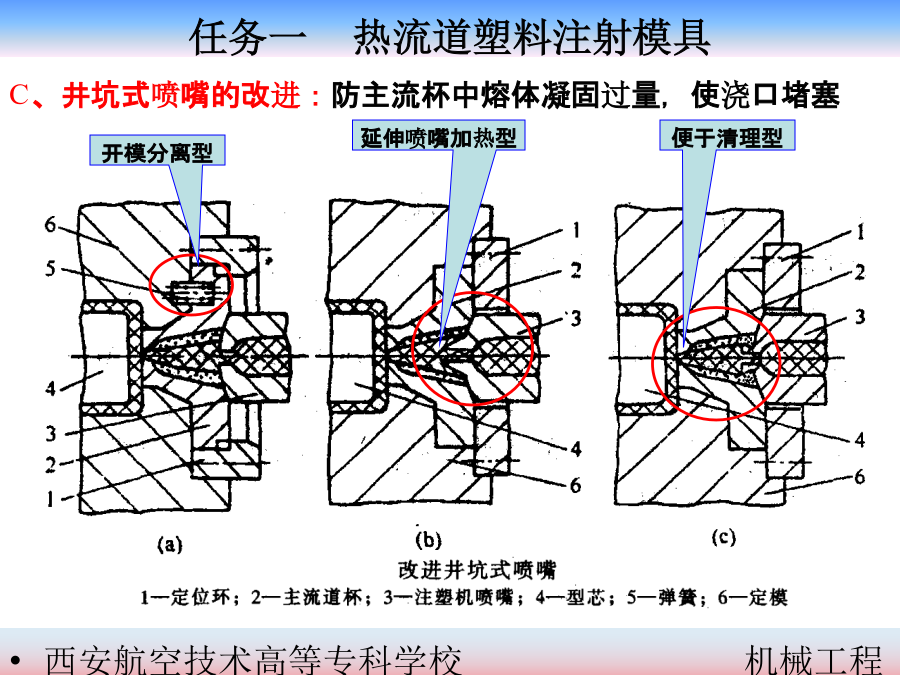
专业知识一、绝热式热流道塑料注射模具C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵塞1.2、多型腔绝热流道模具拆开清理模具半绝热式点浇口型绝热流道模具二、加热式热流道塑料注射模具2.1.1、单型腔延伸式喷嘴模具特点:喷嘴与浇口衬套间,浇口衬套与模具型腔板间除必要的定位面外,均留出1mm间隙,起绝热作用;承压面A可防止喷嘴顶坏浇口衬套;浇口尺寸φ0.75~1.5mm,长度1mm。2.1.2、多型腔热流道模具绝热作用:靠熔体与模具接触而形成的冷凝层;流道热损失小,热效率高,能适应长周期生产;流道直径尺

热流道模具设计.ppt
任务引入专业知识一、热流道系统供应商简介(7)韩国柳道(YUDO)建立于1980年,是国际知名的热流道系统生产厂家,主要产品有:分流板、热嘴、温控器、时间控制器等。二、绝热式热流道塑料注射模具C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵塞2.2、多型腔绝热流道模具拆开清理模具半绝热式点浇口型绝热流道模具三、加热式热流道塑料注射模具3.1.1、单型腔延伸式喷嘴模具特点:喷嘴与浇口衬套间,浇口衬套与模具型腔板间除必要的定位面外,均留出1mm间隙,起绝热作用;承压面A可防止喷嘴顶坏浇口衬套;浇口尺寸φ

热恒热流道模具设计时如何合理选用热流道.doc
热恒热流道模具设计时如何合理选用热流道模具制造公司在设计制做热流道模具时,不是简单地到热流道供应商买一个热流道系统装到模具上就完了。其实在模具制造公司和热流道供应商之间,从热流道模具的概念设计阶段,至模具的实际制做过程,到最后模具的使用,都存在着很多细致密切的在技术与商业方面上的协调与合作。所以模具制造公司和模具用户应选择好热流道供应商。在选择一个热流道供应商时,要重点考察两个基本方面,一是该热流道供应商生产的热流道元件的品种数量与质量,二是该热流道供应商在模具用户所在地区的技术支持与售后服务。1.热流道

热流道塑料模具设计程序.doc
热流道技术3P)?*L!n%W热流道模具与普通流道模具相比,具有注塑效率高、成型塑件质量好和节约原料等优点,随着聚合物工业的发展,热流道技术正不断地发展完善,其应用范围也越来越广泛。8X(_7G8f$i"h5a-~)C1g)[-K:\5Zb-Z0h)O2I8I3S热流道是通过加热的办法来保证流道和浇口的塑料保持熔融状态。由于在流道附近或中心设有加热棒和加热圈,从注塑机喷嘴出口到浇口的整个流道都处于高温状态,使流道中的塑料保持熔融,停机后一般不需要打开流道取出凝料,再开机时只需加热流道到所需温度即可。0x'