
射出成型原理及塑料材料基础培训课件.pptx

yy****24

1/10

2/10

3/10

4/10
5/10
6/10

7/10

8/10
9/10

10/10
亲,该文档总共54页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

射出成型原理及塑料材料基础培训课件.pptx
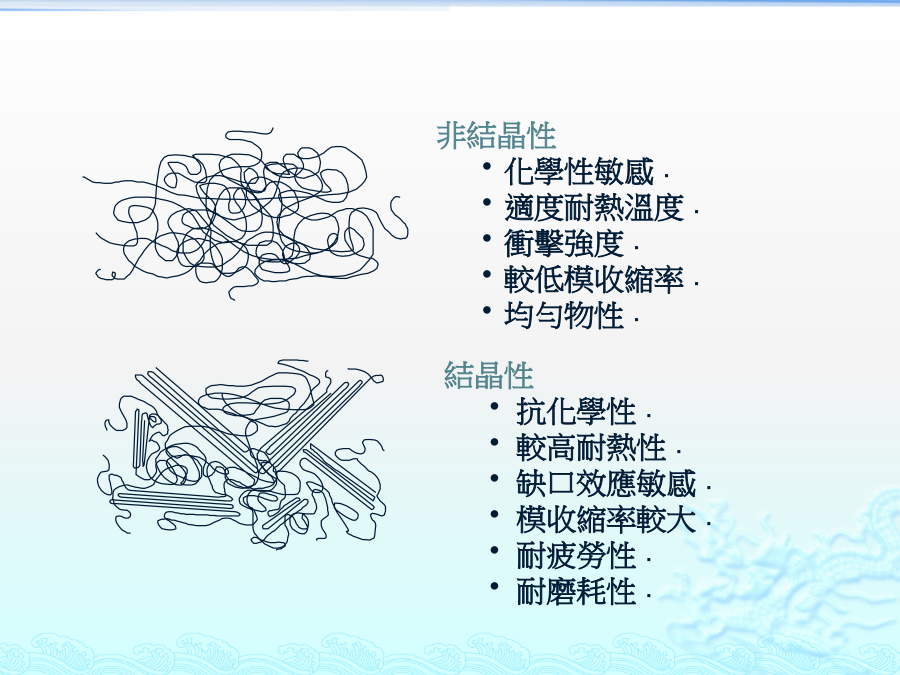
射出成型原理及塑料材料基礎課程結構:Ⅰ.塑膠材料認識二、几个基本概念非結晶性化學性敏感.適度耐熱溫度.衝擊強度.較低模收縮率.均勻物性.三、NB中常用的Resin2.Polycarbonate:PC(聚碳酸酯):特性:高硬度,優異衝擊強度,透明性/顏色穩定性,尺寸安定性,自熄性,抗潛變性,耐熱性(150℃)料温:280~320℃壁厚:1.0~9.0mm縮水率:5~7/1000供应商:Bayer,Ge四、塑胶原料的一些参数五、塑胶原料的配色和着色剂六、塑胶原料的鑑別方法七、塑胶是否乾燥的鑑別方法塑料未乾在外
射出成型原理及塑料材料基础.ppt
射出成型原理及塑料材料基礎課程結構:Ⅰ.塑膠材料認識二、几个基本概念非結晶性化學性敏感.適度耐熱溫度.衝擊強度.較低模收縮率.均勻物性.三、NB中常用的Resin2.Polycarbonate:PC(聚碳酸酯):特性:高硬度優異衝擊強度透明性/顏色穩定性尺寸安定性自熄性抗潛變性耐熱性(150℃)料温:280~320℃壁厚:1.0~9.0mm縮水率:5~7/1000供应商:BayerGe四、

射出成型原理课件.ppt
射出成型原理射出成型過程概述充填過程原理Back充填基本流動方式充填基本流動模式影響壓力差主要因素厚度對壓力差之探討成型參數對壓力差之探討噴泉流動流動前未被配向的高分子鏈遲滯效應包風流動平衡最佳化成型時間保壓過程原理Back保壓過程壓力探討保壓時間對模穴壓力探討保壓過程流動探討熔膠溫度對模穴壓力探討模具溫度對模穴壓力探討塑料種類對模穴壓力探討冷卻階段Back當產品固化到足以頂出強度時,射出成型機台之頂出單元便行頂出。頂出後便進行閉模動作,為下一週期準備。塑件冷卻過程模溫週期變化影響冷卻速率因素冷卻時間粗估

成型培训射出成形原理.ppt
射出成形原理內容射出成形機構造射出成形機的構造射出單元功能預備可塑化射出成形機不同射出單元的比較塑料塑化的關鍵--螺桿止逆閥的作用標準型螺桿構造一般熱塑性塑料的螺桿設計尺寸排氣式螺桿的示意圖排氣式螺桿的特點加熱缸與噴嘴針狀遮閉式噴嘴不同塑料所適用的噴嘴型式挾模單元直壓式合模裝置的構造肘節式與直壓式的特色說明肘節式與直壓式的比較頂出機構射出成形的循環週期射出成形機的性能介紹射出壓力射出容積射出量射出率or射出速度可塑化能力合模力成形品等級vs合模力開模行程選擇射出成形機時的注意項目射出成形原理成形要素及原則

如何应用奈米材料于塑料射出成型.ppt
如何应用奈米材料于塑料射出成型塑料粒到塑料制品中间需经过软化、熔融、混练、赋形、固化等过程,注塑机为塑料成型的特性建造一条融胶通道,其包含的机构零件有:螺杆→过胶头(三套件)→料管头法兰→射嘴→灌嘴→→冷流道→浇口→模穴↓↑→热流板→热浇道→融胶通道上的机构零件都是由金属制成,传统金属零件使用在射出机上有导热不良、摩擦阻力大及沾粘等缺陷,也是正因为这些缺陷使注塑变得不稳定,各塑料射出厂应用各种周边辅机,研究各式的工艺调校,无非是想使融胶通道变的通畅稳定。二十世纪末奈米陶瓷材料问世后,各国科研单位无不积极将