
第六章-数控系统PLCPPT课件.ppt

lj****88

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
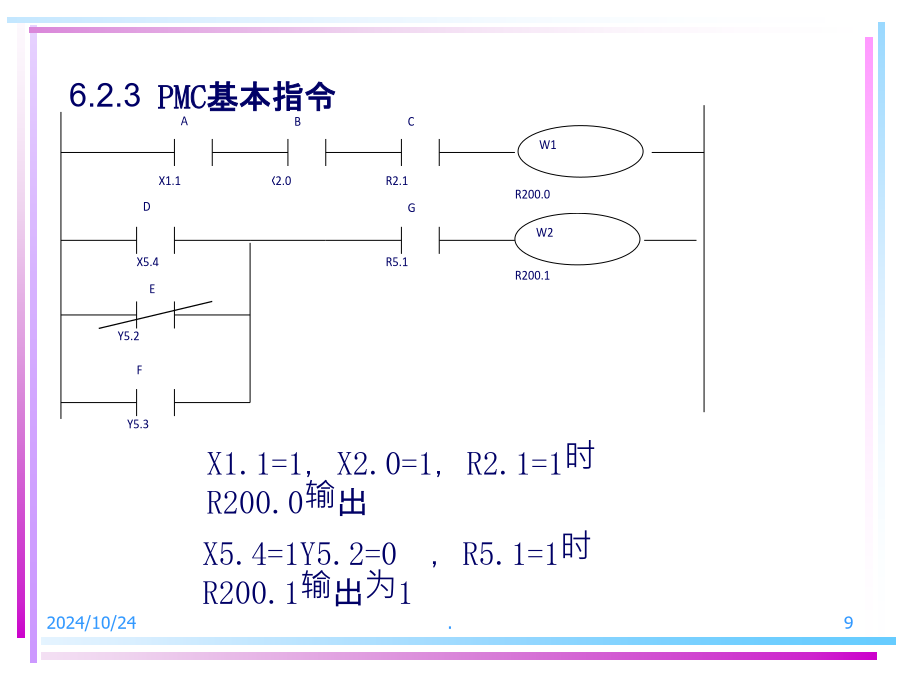
9/10
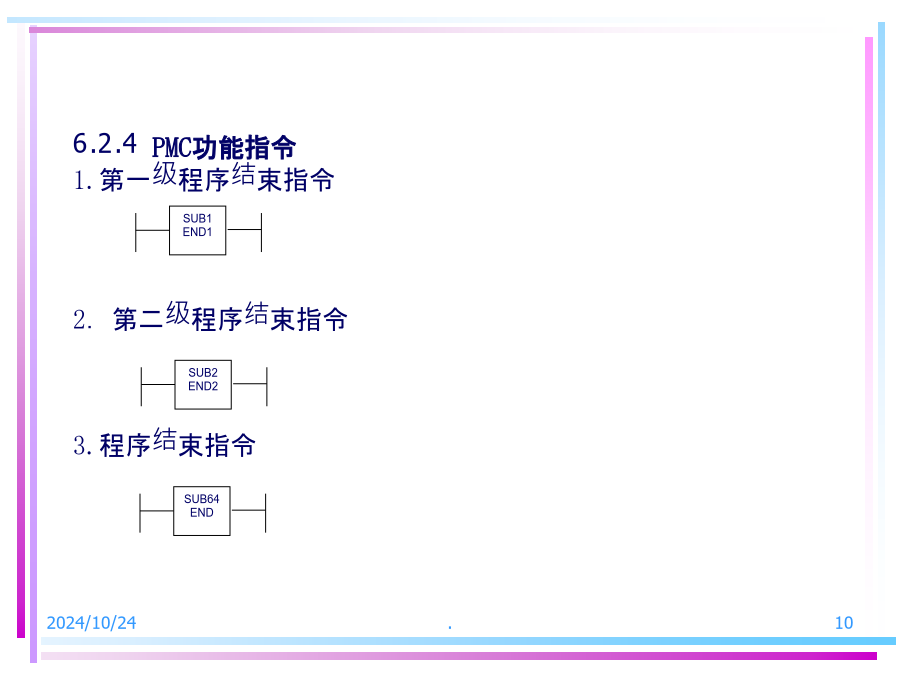
10/10
亲,该文档总共69页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
第六章-数控系统PLCPPT课件.ppt
第6章数控机床PLC技术6.1PLC在数控机床中的应用6.2FANUC系统PMC编程技术6.3华中数控系统PLC技术6.4PLC控制模块的故障诊断方法6.1PLC在数控机床中的应用数控系统内部处理的信息大致可分为两大类:一是控制坐标轴运动的连续数字信息,这种信息主要由CNC系统本身去完成;另一类是控制刀具更换、主轴启停、换向变速、零件装卸、切削液的开停和控制面板、机床面板的输入输出处理等离散信息,这些信息一般用PLC来实现。PLC在CNC系统中是介于CNC装置与机床之间的中间环节。它根据输入的离散信息,在
FANUC数控系统的内置PLCppt课件.ppt
FANUC数控系统的内置PLC简介数控机床中的PLC控制顺序程序和继电器程序的区别Fanuc系统PLC程序结构PLC程序执行周期PLC和NC的关系PLC和NC及MT的关系(4类变量)数控机床上的I/O单元实物数控机床上的I/O单元实物I/O信号的连接——输入I/O信号的连接——输入I/O信号的连接——输出I/O信号的连接——输出I/O点的地址分配1I/O点的地址分配2将I/O点的定义输入系统I/O信号的诊断和强制I/O信号的诊断和强制PLC参数的设定定时器参数设定计数器参数设定保持性继电器设定数据表DFA
FANUC数控系统的内置PLCPPT课件.ppt
FANUC数控系统的内置PLC简介数控机床中的PLC控制顺序程序和继电器程序的区别Fanuc系统PLC程序结构PLC程序执行周期PLC和NC的关系PLC和NC及MT的关系(4类变量)数控机床上的I/O单元实物数控机床上的I/O单元实物I/O信号的连接——输入I/O信号的连接——输入I/O信号的连接——输出I/O信号的连接——输出I/O点的地址分配1I/O点的地址分配2将I/O点的定义输入系统I/O信号的诊断和强制I/O信号的诊断和强制PLC参数的设定定时器参数设定计数器参数设定保持性继电器设定数据表DFA
FANUC数控系统的内置PLCPPT课件.ppt
FANUC数控系统的内置PLC简介数控机床中的PLC控制顺序程序和继电器程序的区别Fanuc系统PLC程序结构PLC程序执行周期PLC和NC的关系PLC和NC及MT的关系(4类变量)数控机床上的I/O单元实物数控机床上的I/O单元实物I/O信号的连接——输入I/O信号的连接——输入I/O信号的连接——输出I/O信号的连接——输出I/O点的地址分配1I/O点的地址分配2将I/O点的定义输入系统I/O信号的诊断和强制I/O信号的诊断和强制PLC参数的设定定时器参数设定计数器参数设定保持性继电器设定数据表DFA

安川PLCPPT课件.ppt
第一节安川PLC硬件配置1、CPU(CP-316H)1、CPU(CP-317)2、其它模块轮胎吊PLC系统结构第一节安川PLC硬件配置第一节安川PLC硬件配置1、在CP-717编程软件中新建一个项目,在线上传程序(PLC到PC)或者在线下载程序(PC到PLC);(1)在线上传程序(PLC到PC):新建项目后,在线登录,右键单击N01S01选择“传输”-“分组传输”-“CPU-HD”,5-10分钟。(2)在线下载程序(PC到PLC,以CP316H为例):第一步:先清空CP316H中的程序,将CP316H上的