
管管45度焊接.doc

13****95


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共16页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

管管45度焊接.doc
附:水平固定质量检测2012年河北省中等职业学校学生焊工操作技能比赛要求、试题及评分标准一、操作项目本次比赛项目为:板状横焊2G(焊条电弧焊)、管状45o固定焊6G(焊条电弧焊).实际操作试件规格见附图.二、试件组对1、参赛选手按抽签的比赛轮次及工位号到指定地点进行试件组对。2、出示抽签单领取试件和焊材,自行进行试件组对。3、每位选手所领用试件,在组对前应检查是否符合要求,一般不准调换,若有异议,由裁判长决定是否调换。4、试件在组对过程中如不慎装废,选手可以自行修复,但不得调换。5、参赛选手应按规定穿戴劳

蛇形管管排焊接的难点与对策.docx
蛇形管管排焊接的难点与对策蛇形管排焊接是一种常见的管道连接方式,在工业领域中被广泛应用。在进行蛇形管排焊接时,会遇到一些难点和问题,需要采取相应的对策来解决和优化。本文将围绕蛇形管排焊接的难点展开讨论,并提出相应的对策。蛇形管排焊接的难点主要涉及以下几个方面:1.管道形状复杂:蛇形管排的形状通常比较复杂,包括弯曲、斜角等。这些形状的存在给焊接操作带来了一定的难度,需要焊接技术人员具备高超的技术水平。对策:在进行蛇形管排焊接前,应充分了解管道的形状和参数,合理安排焊接工艺,选择合适的焊接方法和设备。同时,培
焊接钢管管道规格表.xls
管子规格及有关数据型钢重量表型钢重量表外近似公称英壁厚容相当于重量法兰外径配用螺栓管表保温材料保温材料角重槽重圆重扁重径内径直径寸普厚/加厚量无缝管普厚/加厚1.6MPa1.6MPa面积容积表面积钢量钢量钢量钢量mmmmmm"mm公升/mmmKg/mmm数量/规格M2/MM3/100MM2/100M2#0.88955.4421.2515154分2.75/3.250.2221.25/1.44954-12*500.068//2.51.1246.36.6326.7520206分2.75/3.50.37251.6
密封式管管焊接设备.pdf
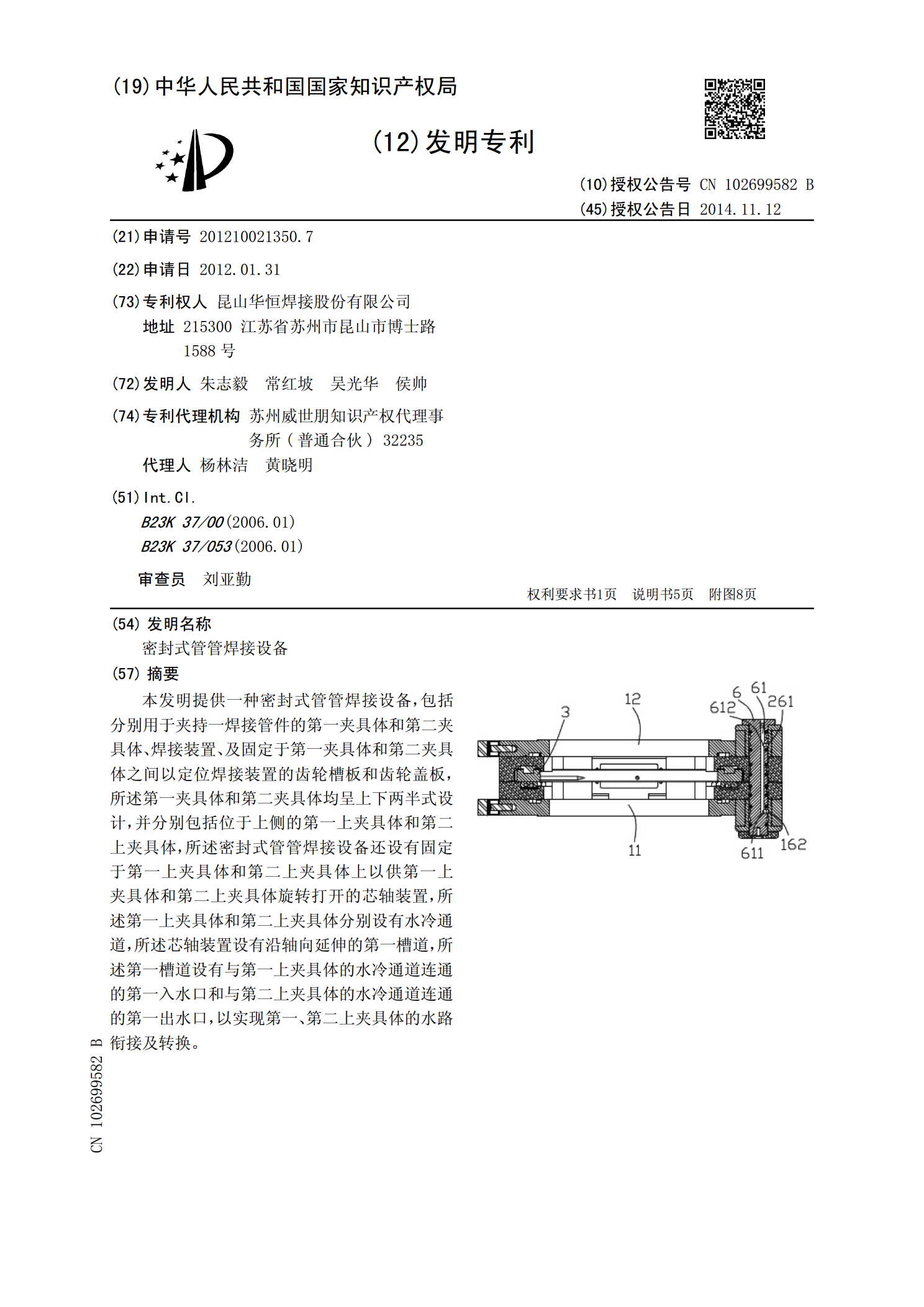
本发明提供一种密封式管管焊接设备,包括分别用于夹持一焊接管件的第一夹具体和第二夹具体、焊接装置、及固定于第一夹具体和第二夹具体之间以定位焊接装置的齿轮槽板和齿轮盖板,所述第一夹具体和第二夹具体均呈上下两半式设计,并分别包括位于上侧的第一上夹具体和第二上夹具体,所述密封式管管焊接设备还设有固定于第一上夹具体和第二上夹具体上以供第一上夹具体和第二上夹具体旋转打开的芯轴装置,所述第一上夹具体和第二上夹具体分别设有水冷通道,所述芯轴装置设有沿轴向延伸的第一槽道,所述第一槽道设有与第一上夹具体的水冷通道连通的第一入

钢管管道安装焊接施工工艺.doc
钢管管道安装焊接施工工艺钢管管道安装焊接施工工艺钢管管道安装焊接施工工艺主要分项工程项目的施工顺序和施工方法及施工进度安排一、施工准备施工前应由建设、设计、施工及其它有关单位共同核对地下管线及构筑物的资料,必要时应开挖深坑核实。在施工区域内,有碍施工的已有建筑物和构筑物、道路、沟渠、管线、电杆、树木、绿地等,应在施工前妥善处理。yjft4。1、测量和放线各施工人员应熟悉图纸,根据平、纵断面图确定管段的起点与终点、转折点、各桩号的管底标高,各桩之间的距离与坡度,阀门井、管沟的位臵,地下其它管线与构筑物的位臵