
数控车床基本指令以及刀具补偿.pptx

骑着****猪猪

1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共32页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控车床基本指令以及刀具补偿.pptx
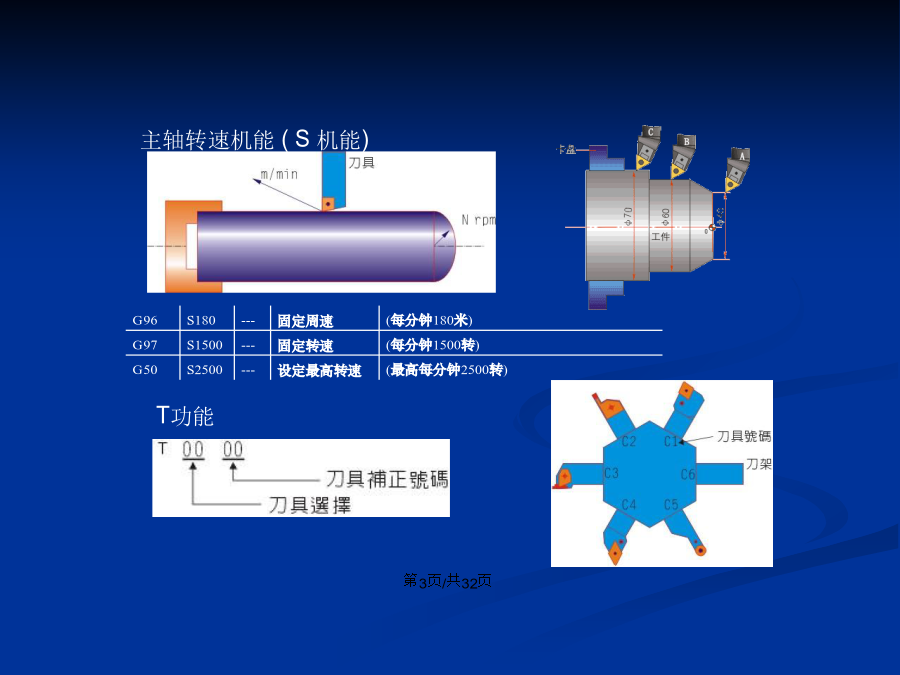
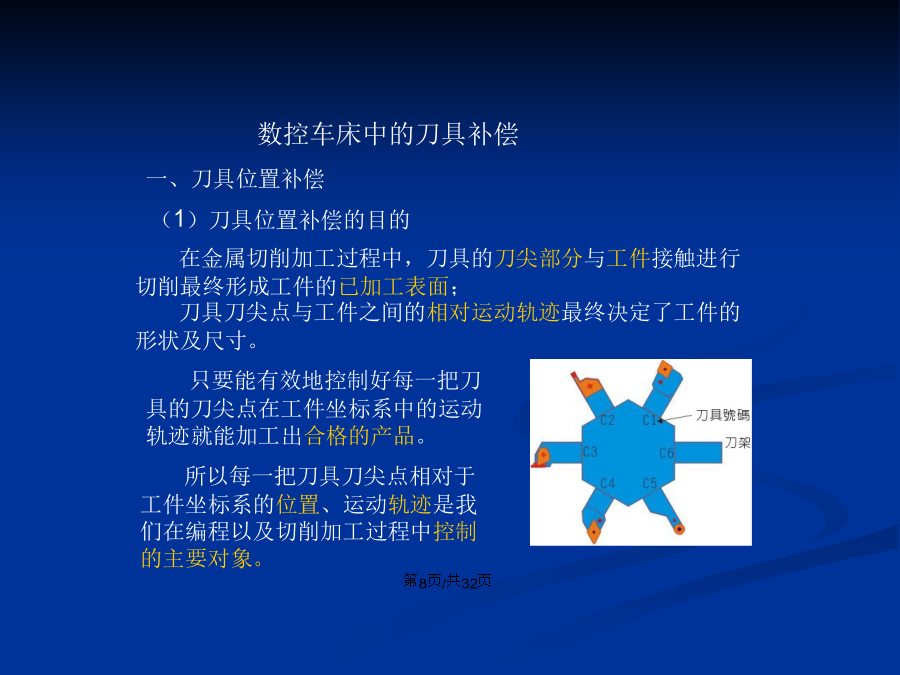
会计学车床的前置刀架与后置刀架F进给功能主轴转速机能(S机能)加工坐标系设置G50与G54~G59的区别G机能数控车床中的刀具补偿分析:(1)刀具在装夹过程中,不可能没有长短之分;(2)刀具磨损随时都在进行;(3)结果,由于控制部分所控制的位移量一样,由于刀具的长短不一,磨损,会产行碰撞,或加工不足等现象。为我解决以上问题,我们提出如下措施:1.设定不同的起刀点,建立多个加工坐标系。编程时,以某一刀具为基准刀具,假定其它刀具与其等长,但我们承认各种与基准刀具之间有差距,(基准刀由操作人员决定,差异由操作人

数控车床刀具参数补偿指令.docx
数控车床刀具参数补偿指令数控车床刀具参数补偿指令数控机床正进入高速加工时代,数控机床移动部件的快速移动和定位及高速切削加工,极大地提高了生产率。下面小编给大家分享一些数控车床刀具参数补偿指令,希望对大家有帮助。1.刀具补偿功能(1)刀具的几何、磨损补偿刀具的补偿功能由程序中指定的T代码来实现。T代码由字母T后面跟4位数码组成。其中前两位为刀具号,后两位为刀具补偿号。(2)刀尖半径补偿加工中当系统执行到含有T代码的程序段时,是否对刀具进行半径补偿,取决于G40、G41、G42指令G40:取消刀具半径补偿。刀

数控车床刀具补偿指令编程及刀偏值设定.ppt
项目7数控车床刀具补偿指令编程及刀偏值设定一、刀具补偿的意义和类型1.刀具补偿的意义和类型二、刀具位置补偿1.刀具位置补偿值定义2.刀具位置补偿基准设定与补偿方式(1)2.刀具位置补偿基准设定与补偿方式(2)2.刀具位置补偿基准设定与补偿方式(3)2.刀具位置补偿基准设定与补偿方式(4)2.刀具位置补偿基准设定与补偿方式(5)2.刀具位置补偿基准设定与补偿方式(6)3.刀具位置补偿类型4.刀具位置补偿代码5.刀具磨损偏移动作轨迹(1)5.刀具磨损偏移动作轨迹(2)5.刀具磨损偏移动作轨迹(3)6.刀具几何

刀具半径补偿指令.doc
刀具半径补偿指令——双元制模式实习教案班级:第学年第学期第周年月日教学课题刀具半径补偿指令G40G41G42课时7H教学目的1、掌握刀具半径补偿指令的格式、程序结构2、掌握G41和G42的判断方法3、掌握刀具半径补偿指令的使用方法教学准备设备:华中数控铣床刀具:φ8立铣刀材料:100×70×50方钢量具:0~200mm卡尺教学重点刀具半径补偿指令的格式、使用方法教学难点G41和G42的判断方法教学方法授课内容课题引入:讲解:图示讲解提问:刀具中心轨迹与轮廓轨迹的区别?二、我们

刀具参数补偿指令.ppt
刀具参数补偿指令刀具参数补偿指令1、假想刀尖2、假想刀尖与圆弧刀尖比较3、刀尖圆弧半径补偿指令在判别刀尖圆弧半径补偿偏置方向时,一定要沿Y轴由正向负观察刀具所处的位置,故应特别注意如图2-3(a)所示后置刀架和如图2-3(b)所示前置刀架对刀尖圆弧半径补偿偏置方向的区别。3、刀尖圆弧半径补偿指令4、假想刀尖方向和假想刀尖号圆弧车刀刀具切削沿位里的确定数控车床采用刀尖圆弧补偿进行加工时,如果刀具的刀尖形状和切削时所处的位置(即刀具切削沿位置)不同,那么刀具的补偿量与补偿方向也不同。根据各种刀尖形状及刀尖位置