
数控铣床实训.pptx

骑着****猪猪


1/10

2/10

3/10
4/10

5/10

6/10

7/10
8/10

9/10
10/10
亲,该文档总共40页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控铣床实训.docx
重庆工商职业学院实验实训报告册系部:机电工程学院课程名称:模具CAD/CAM实训姓名:殷盛瑜学号:1300061班级:13级数控2班指导教师:李晓峰填写时间:2015年4月至2015年6月实验实训项目:UGNX6.0注塑模具设计应用基础实验实训目的与要求1、能熟练进行UGNX6.0软件操作2、能掌握模具分型的基本过程和进行简单的模具分型3、能掌握模具分型中的基本术语和基础的理论知识4、能进行最简单的建模和模具设计实验实训设备与环境实训设备:计算机环境:行知楼1001实验实训原理与内容模具设计与分型步骤模具

数控铣床实训.pptx
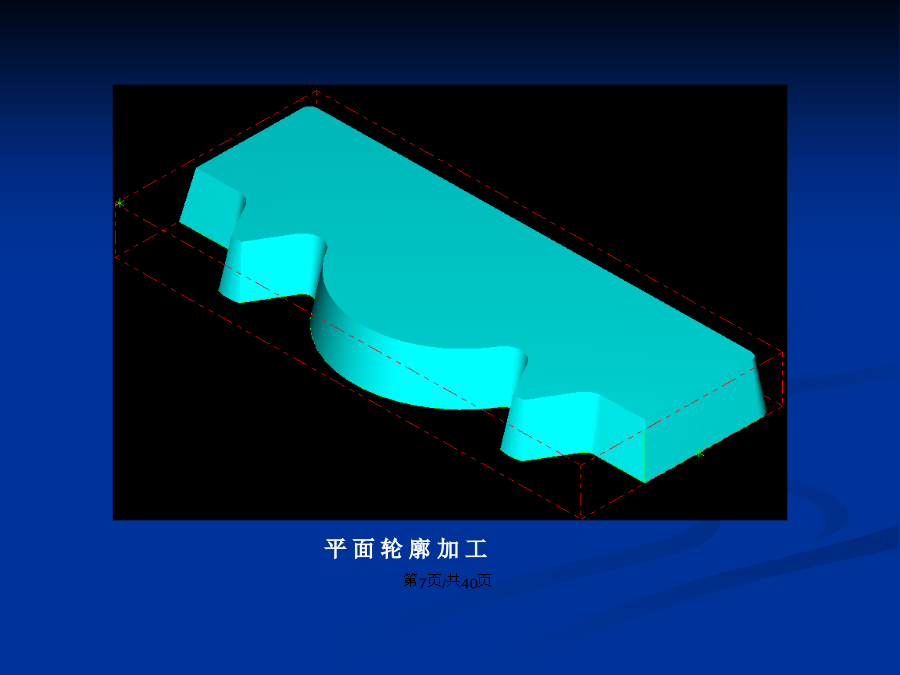
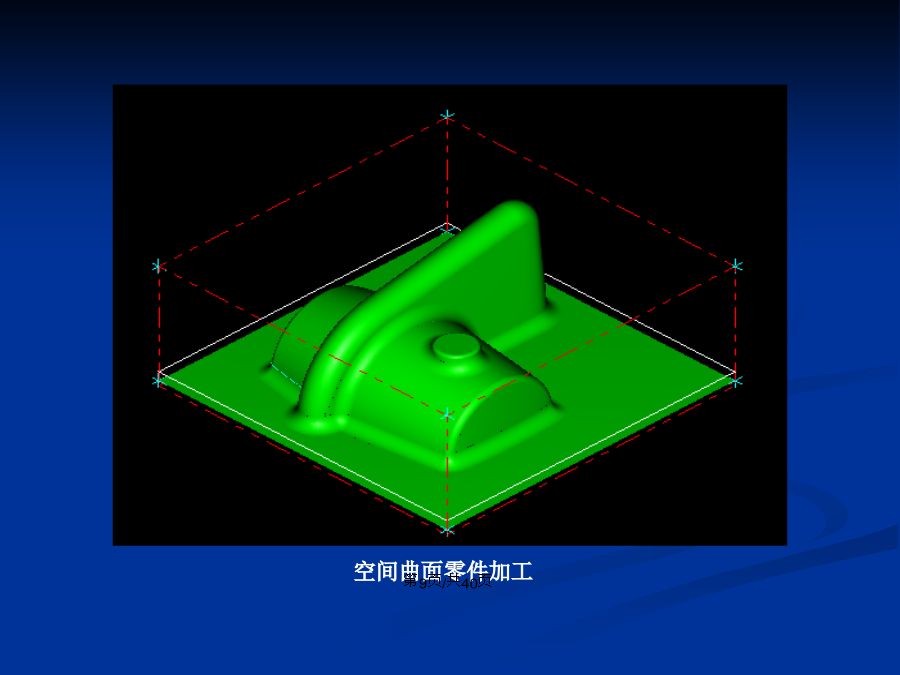
会计学第一讲数控铣床的基础知识立式数控铣床机构示意图二、数控铣床特点半封闭式立式数控铣床全封闭立式数控铣床三坐标联动数控铣床平面轮廓加工挖槽加工空间曲面零件加工孔系加工///三、数控铣床分类立式数控铣床卧式数控铣床龙门数控铣床经济型数控铣床全功能数控铣床高速数控铣床第二讲数控铣床的手工编程1)分析零件图样和制定工艺方案2)数学处理3)编写零件加工程序4)程序检验2、CNC程序结构1、功能字的介绍准备功能字G(G功能或G指令G00——G99)准备功能字的地址符是G,后加俩位数字00到99,是用于建立机床或控
数控铣床实训.ppt
数控铣床编程与操作数控铣床实训理论概述(工艺与编程)一、数控编程基础一、数控编程基础程序的结构与格式(FANUC系统)2、程序段格式程序段的格式:N_G_X_Y_Z_F_S_M_立式数控铣床的机床坐标系工件坐标系工件坐标系是编程人员在编程时使用的,由编程人员以工件图纸上的某一固定点作原点(也称工件原点)所建立的坐标系,编程尺寸都按工件坐标系中的尺寸确定。工件坐标系的各坐标轴与机床坐标系相应的坐标轴平行。Y设置工件坐标系绝对值编程G90与相对值编程G91G90、G91为模态功能,G90为缺省值图中给出了刀具

数控铣床实训总结.docx
数控铣床实训总结数控铣床实训总结总结是在某一时期、某一项目或某些工作告一段落或者全部完成后进行回顾检查、分析评价,从而得出教训和一些规律性认识的一种书面材料,它有助于我们寻找工作和事物发展的规律,从而掌握并运用这些规律,因此我们需要回头归纳,写一份总结了。但是却发现不知道该写些什么,以下是小编为大家整理的数控铣床实训总结,欢迎阅读,希望大家能够喜欢。数控铣床实训总结1经过五个星期的铣床实训,虽然很累,但大家依然在很累很辛苦的条件下奋斗在车间里。从喻老师那里掌握了很重要的理论知识。在自己实践时,遇到有疑问的

数控铣床实训总结.docx
数控铣床实训总结数控铣床实训总结4篇总结是对取得的成绩、存在的问题及得到的经验和教训等方面情况进行评价与描述的一种书面材料,它能使我们及时找出错误并改正,让我们来为自己写一份总结吧。那么如何把总结写出新花样呢?下面是小编整理的数控铣床实训总结,仅供参考,欢迎大家阅读。数控铣床实训总结1近年来,随着计算机技术的发展,数字控制技术已经广泛应用于工业控制的各个领域,尤其是机械制造业中,由于数控化加工可以让机械加工行业朝高质量,高精度,高成品率,高效率方向发展,最重要的一点是还可以利用现有的普通车床,对其进行数控