
FANUC系统数控车床与车削中心编程.pptx

骑着****猪猪

1/10

2/10
3/10

4/10
5/10

6/10
7/10
8/10
9/10
10/10
亲,该文档总共121页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FANUC系统数控车床与车削中心编程.pptx
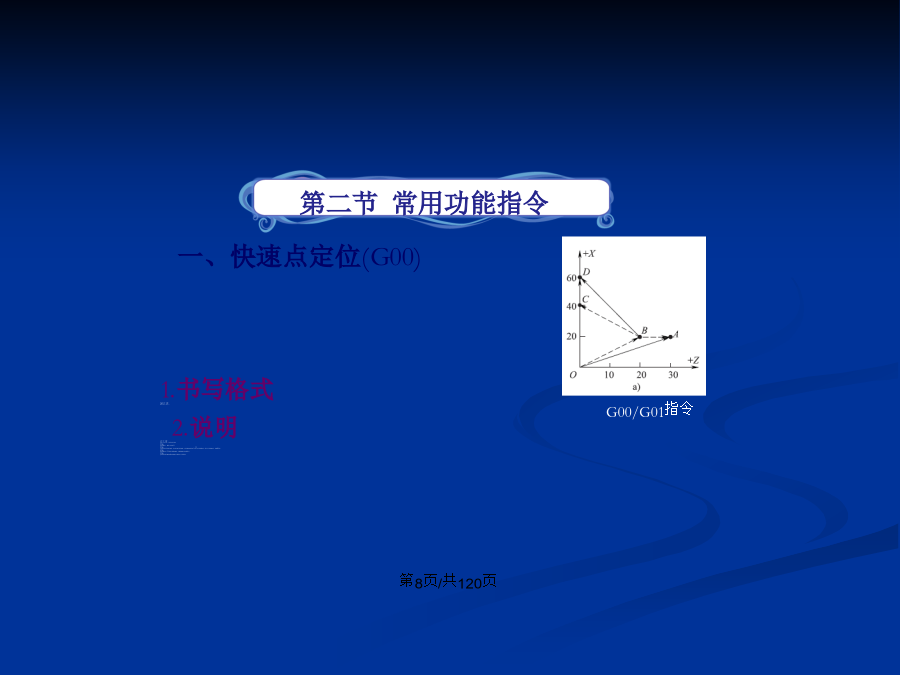
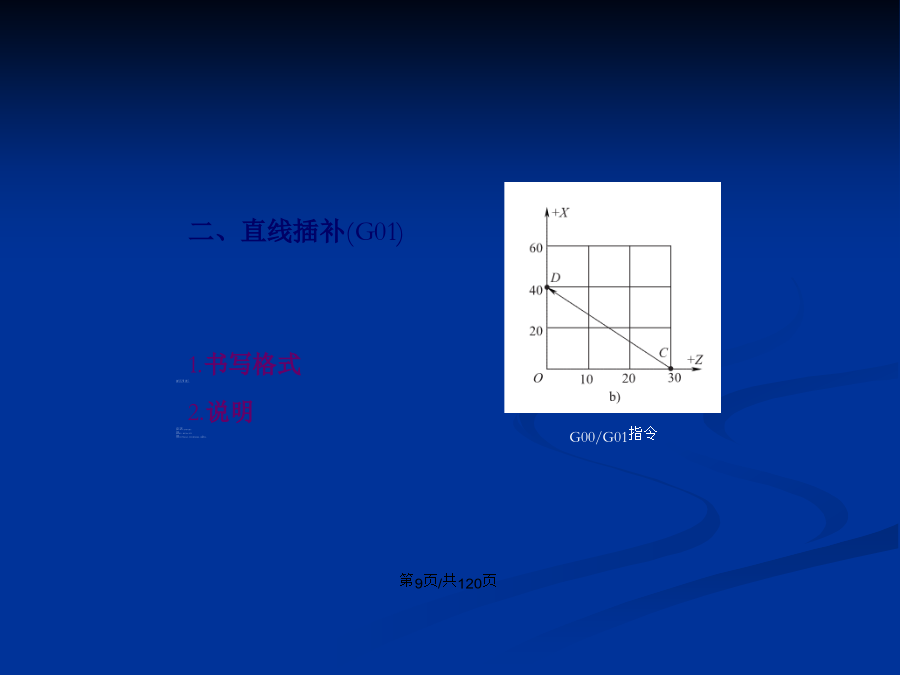
会计学第一节概述FANUC0i系统准备功能的说明:5)不同组的G代码在同一程序段中可以指令多个。如果在同一程序段中指令了多个同组的G代码,仅执行最后指定的G代码。6)如果在固定循环中指令了01组的G代码,则固定循环取消,该功能与指令G80相同。7)G代码按组号显示。第一节概述第二节常用功能指令二、直线插补(G01)六、设定工件加工坐标系指令工件坐标系的使用第一节概述第三节固定循环(3)使用切槽复合固定循环时的注意事项2)由于Δi和Δk为无符号值,所以,刀具切深完成后的偏移方向由系统根据刀具起刀点及切槽终点
SIEMENS系统数控车床与车削中心编程.pdf

数控车床与车削中心的编程.doc
数控车床与车削中心的编程一般工件的编程一、程序原点关于程序原点我们在第一章中已经介绍过。所用指令有的系统为G92,有的为G50,常用的为G50,它是在工件坐标系中确定的。G50后面的值随工件坐标系原点的变化而变化。二、有关参考点的知识有关参考点的知识我们在第一章中已介绍过,这里再简单介绍一下与参考点有关的知识。1.返回参考点参考点是CNC机床上的固定点,可以利用返回参考点指令将刀架移动到该点,可以设置多个参考点,其中第一个参考点与机床参考点一致,第二,第三和第四参考点与第一参考点的距离利用参数事先设置。接
FANUC系统数控车床编程与操作.ppt
FANUC系统数控编程与操作(车床)一.数控机床的基础知识二.什么是数控三.数控机床的基本概念四.世界主流数控系统介绍二.编程部分四.代码介绍G代码详解坐标系宏指令镜像功能循环指令G90锥面单一切削循环格式:G90X_Z_R_F_;R为大小径之差,半径值表示。在编程时只给出X向的终点坐标,起点坐标通过R值机床自动计算,R带正负号,判断正负的方法是X值的终点尺寸相对于起点尺寸,终点尺寸大于起点尺寸R为负值,终点尺寸小于起点尺寸R为正值。M代码详解子程序宏程序条件表达和循环实例(4)利用宏程序分层车削轴承内套

FANUC系统数控车床的编程与操作.pptx
第二章FANUC系统数控车床的编程与操作第一节概述一、数控车床的组成与分类(二)数控车床的布局及分类(1)按加工零件的基本类型分类:①卡盘式数控车床。②顶尖式数控车床。二、数控车床常用刀具(二)高速钢车刀(整体式车刀)此类刀具有如下特点:常用硬质合金车刀刀片如图所示:第二节常用编程指令一、FANUC0-TD系统准备功能—G代码二、FANUC0-TD系统辅助功能—M代码三、主轴功能—S代码四、进给功能—F代码五、刀具功能—T代码六、常用编程指令格式编程格式:G02/(G03)X(U)_Z(W)_R_F_;G