
数控线切割加工原理特点及应用.pptx

骑着****猪猪

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共59页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控线切割加工原理特点及应用.pptx
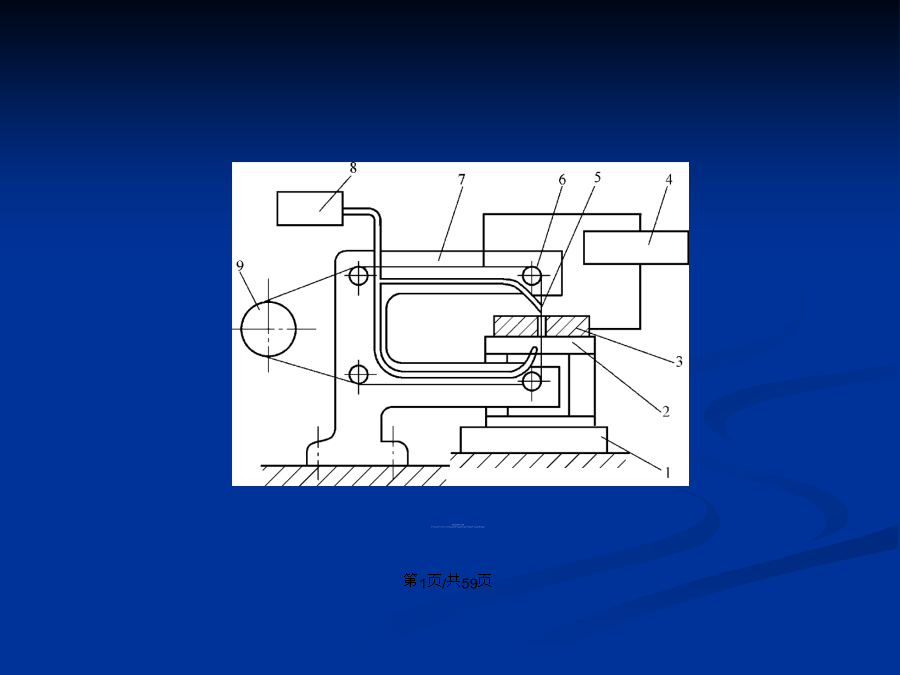
会计学数控线切割的加工原理1—工作台2—夹具3—工件4—脉冲电源5—电极丝6—导轮7—丝架8—工作液箱9—储丝筒二、数控线切割加工特点(4)用户不需要制造电极,节约了电极制造时间和电极材料,减低了加工成本。(5)工作液选用乳化液或去离子水等,而不是煤油,可节约能源物资,防止着火。(6)一般采用精规准一次加工成形,在加工中大都不需要转换加工规准。(7)工件材料被蚀除的量很少,这不仅有助于提高加工速度,而且加工下来的材料还可以再利用。(8)便于实现自动化,采用数控技术、只要编好程序,就能自动加工,操作方便、加
数控线切割加工.doc
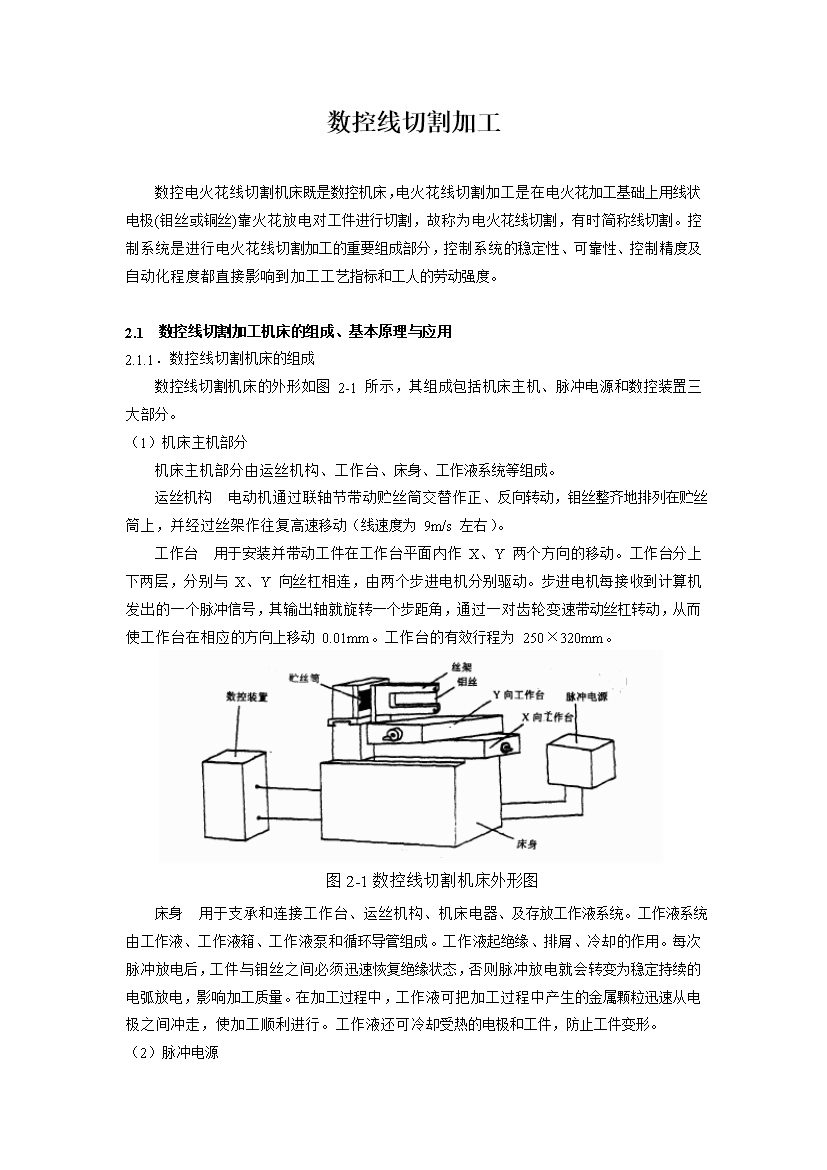
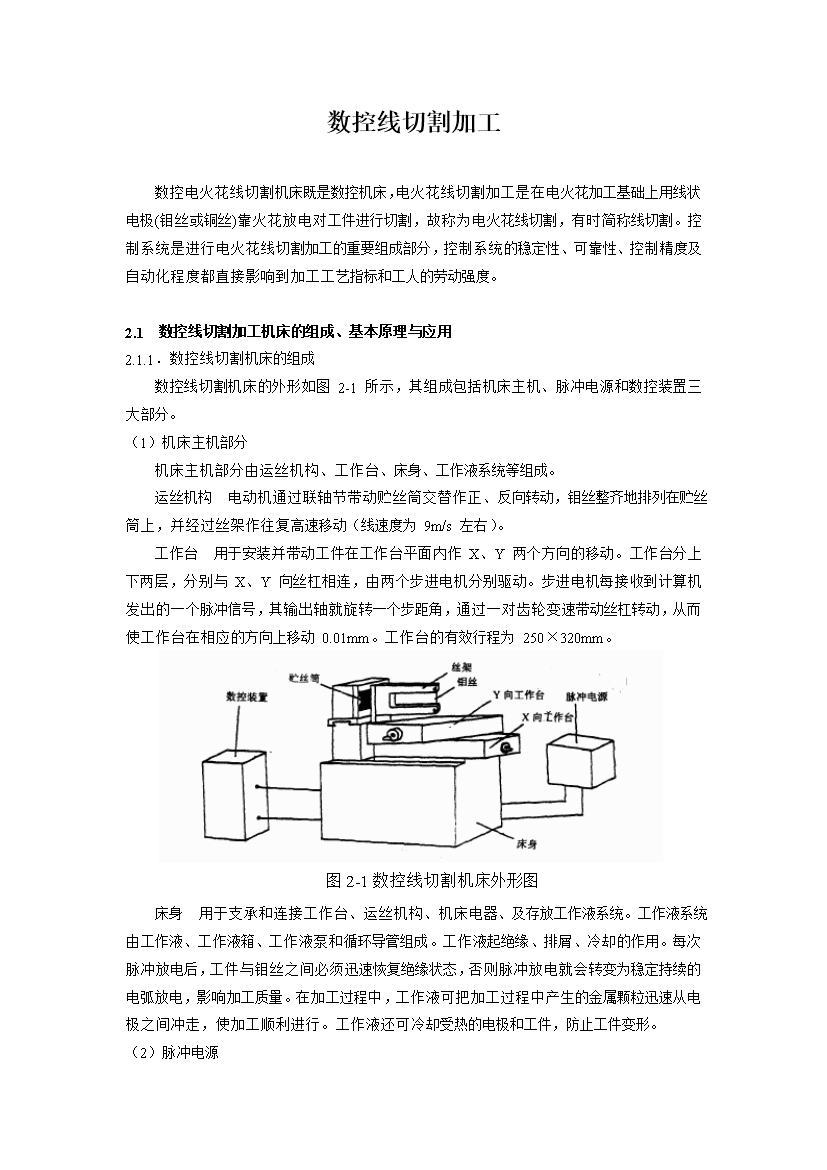
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工

数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工
数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工
数控线切割加工.doc
数控线切割加工数控电火花线切割机床既是数控机床,电火花线切割加工是在电火花加工基础上用线状电极(钼丝或铜丝)靠火花放电对工件进行切割,故称为电火花线切割,有时简称线切割。控制系统是进行电火花线切割加工的重要组成部分,控制系统的稳定性、可靠性、控制精度及自动化程度都直接影响到加工工艺指标和工人的劳动强度。2.1数控线切割加工机床的组成、基本原理与应用2.1.1.数控线切割机床的组成数控线切割机床的外形如图2-1所示,其组成包括机床主机、脉冲电源和数控装置三大部分。(1)机床主机部分机床主机部分由运丝机构、工