
拉挤成型原理及其制造工艺.pptx

骑着****猪猪


1/10
2/10

3/10

4/10

5/10
6/10

7/10

8/10

9/10

10/10
亲,该文档总共55页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

拉挤成型原理及其制造工艺.pptx
会计学拉挤成型工艺特点6.6.1拉挤成型工艺流程主要成型工序/(2)树脂浸渍:(3)预成型(4)模塑及固化:(5)牵引切割:6.6.2拉挤成型设备(1)送纱装置(2)浸胶装置/(3)预成型模和成型模2)成型模具整体成型模其成型模孔是由整体钢材加工而成,一般适于棒材和管材,模外有加热装置。热成型模前端装有循环水冷却系统,其目的是形成低温的预成型区,避免树脂过早固化,影响下步成型。/(4)固化炉(5)牵引装置(6)切割装置6.6.3拉挤工艺用原料典型拉挤用不饱和聚酯树脂配方(生产配方)拉挤成型的环氧树脂配方(
拉挤玻璃钢成型工艺.pdf
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂填料和专门添加剂)和增强纤维(含玻璃纤维粗纱毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料经过高温加热模具挤

拉挤玻璃钢成型工艺.pdf
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂填料和专门添加剂)和增强纤维(含玻璃纤维粗纱毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料经过高温加热模具挤

拉挤玻璃钢成型工艺.pdf
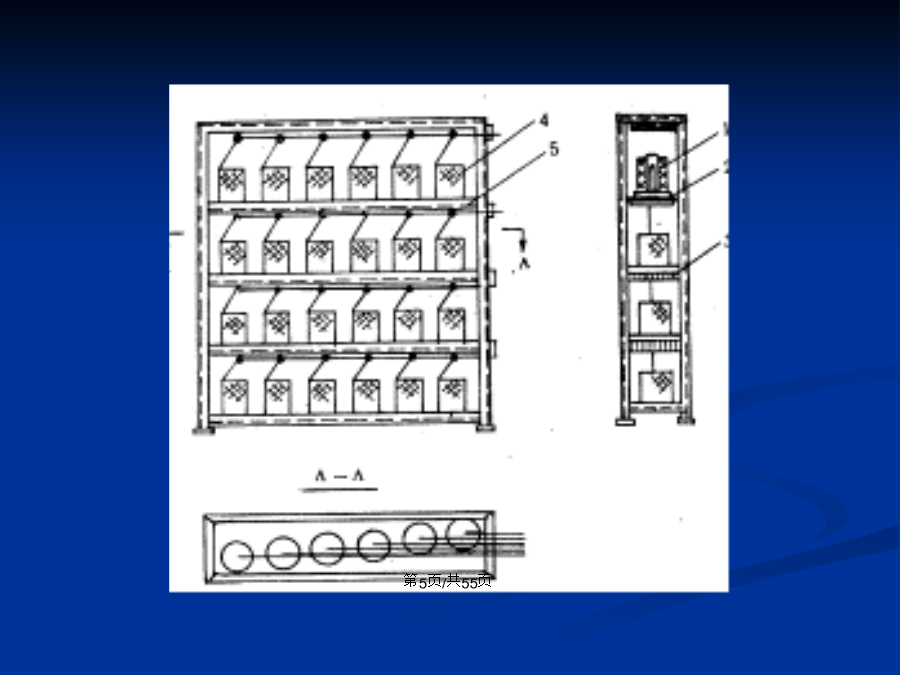
拉挤玻璃钢成型工艺拉挤玻璃钢成型是一种生产无限长等截面玻璃钢制品的连续成型工艺。原材料包括液态树脂混合料(含树脂,填料和专门添加剂)和增强纤维(含玻璃纤维粗纱,毡布等)。增强纤维在牵引装置的拉力作用下浸透树脂混合料,经过高温加热模具挤压定型,并脱模成连续长的玻璃钢型材制品。拉挤成型过程的描述参考以下示意图:增强纤维增强纤维包括玻璃纤维无捻粗纱、连续毡、缝编毡以及表面毡等。无捻粗纱是延型材长度方向(纵向)铺放的连续纤维纱束,主要是提高制品的纵向强度;连续毡、缝编毡是延型材截面方向(横向)铺放的连续纤维毡片,

编织—拉挤工艺及其产品优势.ppt
.......................