
数控编程CAXA制造工程师加工轨迹的生成.pptx

骑着****猪猪

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10

10/10
亲,该文档总共71页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

数控编程CAXA制造工程师加工轨迹的生成.pptx
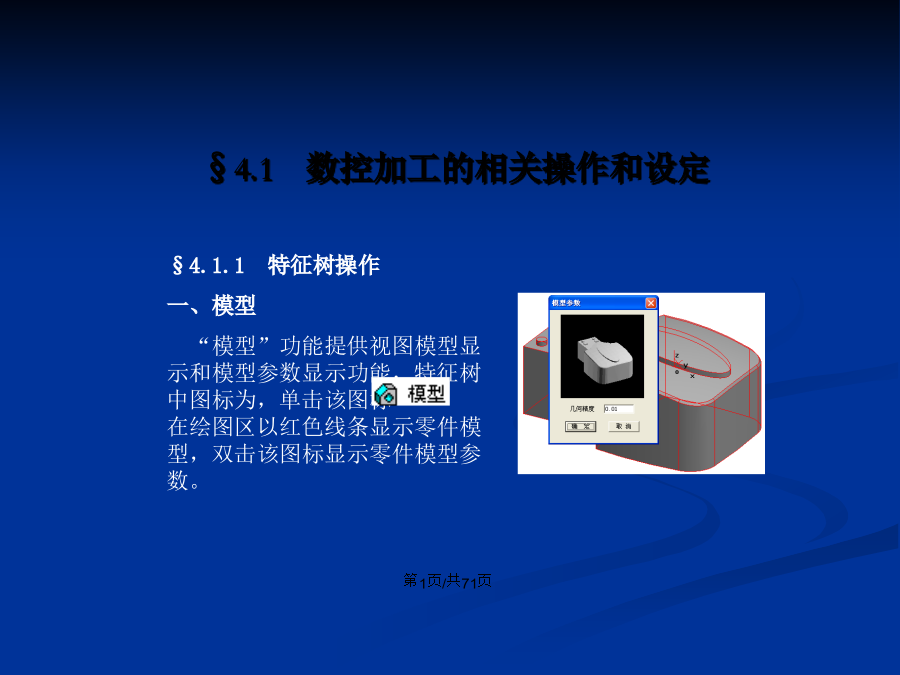
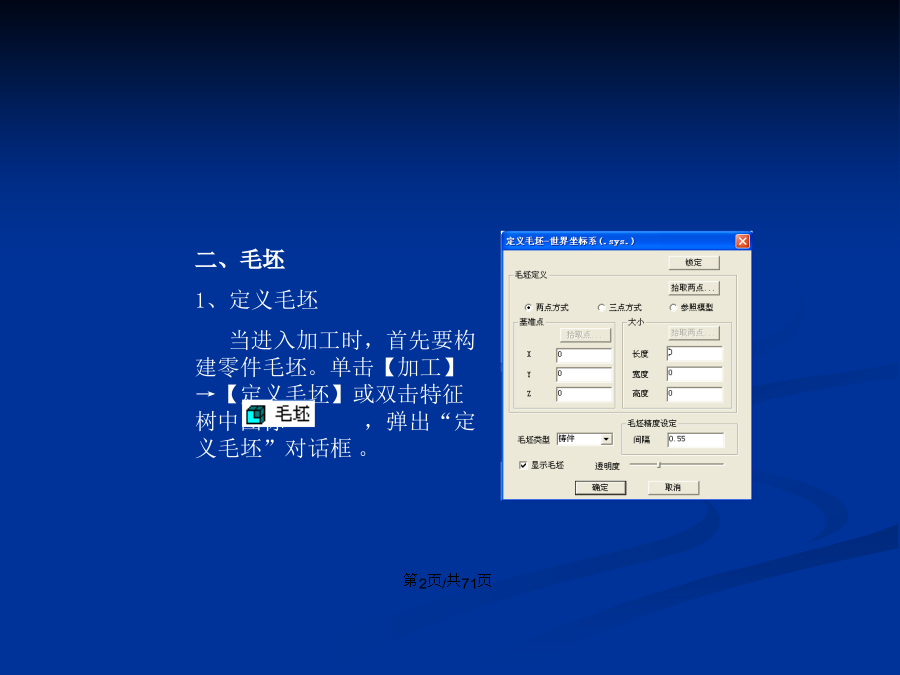
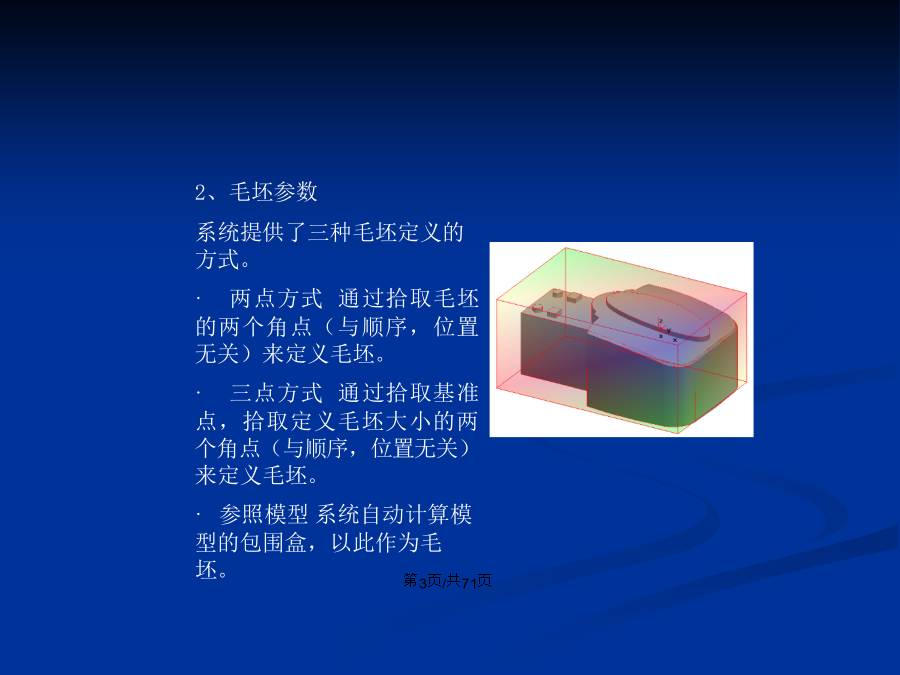
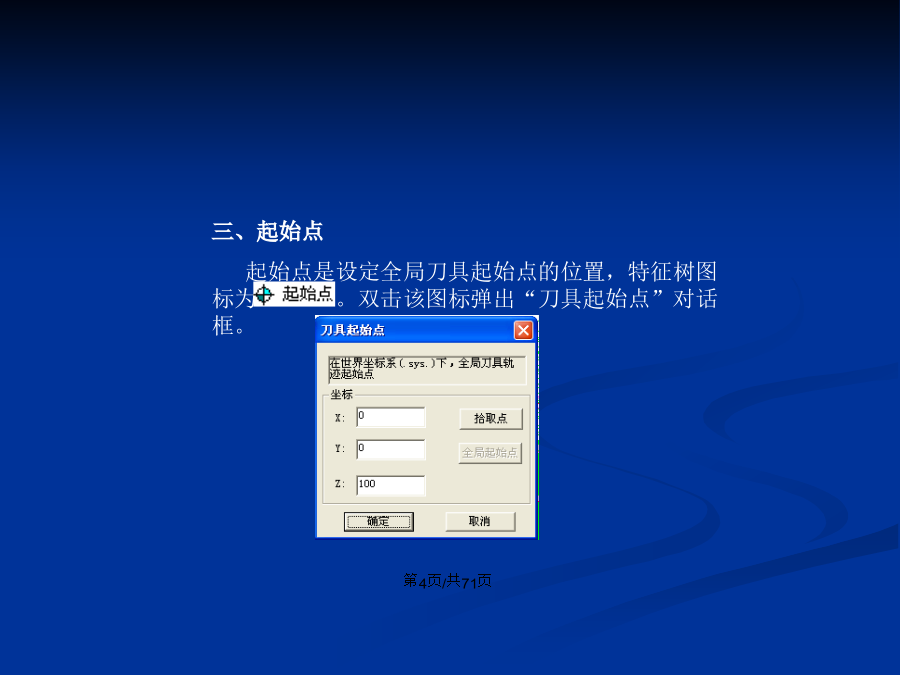
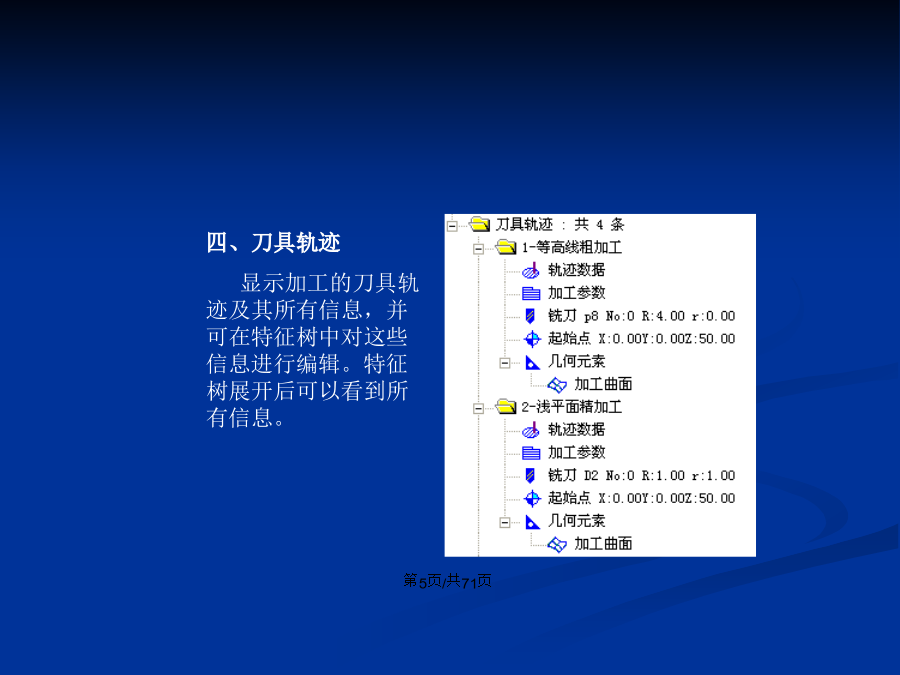
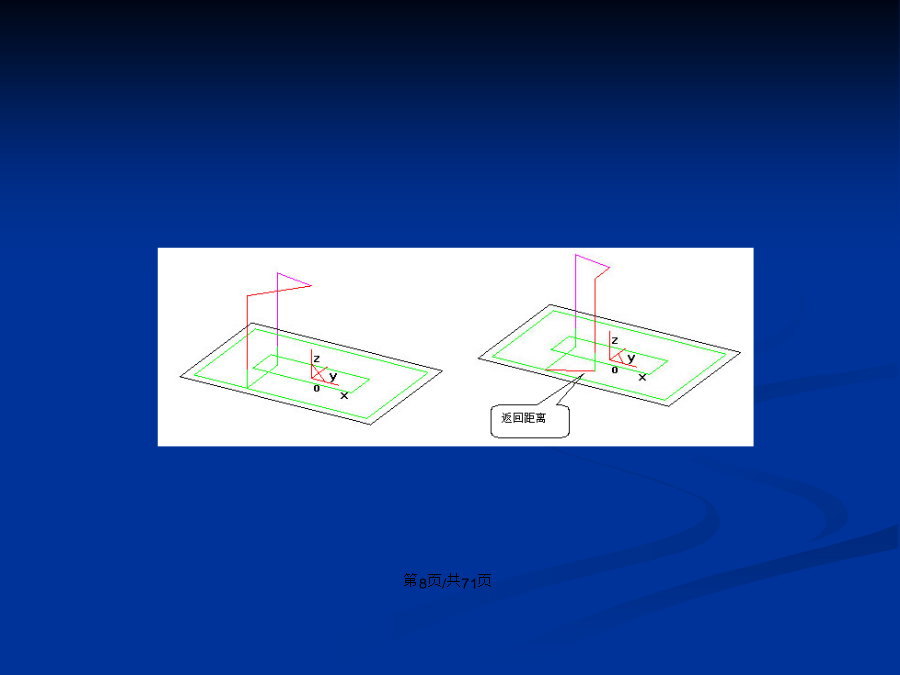
会计学§4.1数控加工的相关操作和设定二、毛坯1、定义毛坯当进入加工时,首先要构建零件毛坯。单击【加工】→【定义毛坯】或双击特征树中图标,弹出“定义毛坯”对话框。2、毛坯参数系统提供了三种毛坯定义的方式。·两点方式通过拾取毛坯的两个角点(与顺序,位置无关)来定义毛坯。·三点方式通过拾取基准点,拾取定义毛坯大小的两个角点(与顺序,位置无关)来定义毛坯。·参照模型系统自动计算模型的包围盒,以此作为毛坯。三、起始点起始点是设定全局刀具起始点的位置,特征树图标为。双击该图标弹出“刀具起始点”对话框。四、刀具轨迹显

数控编程CAXA制造工程师加工轨迹的生成学习教案.pptx
会计学§4.1数控加工(jiāgōng)的相关操作和设定二、毛坯1、定义毛坯当进入(jìnrù)加工时,首先要构建零件毛坯。单击【加工】→【定义毛坯】或双击特征树中图标,弹出“定义毛坯”对话框。2、毛坯参数系统提供了三种(sānzhǒnɡ)毛坯定义的方式。·两点方式通过拾取毛坯的两个角点(与顺序,位置无关)来定义毛坯。·三点方式通过拾取基准点,拾取定义毛坯大小的两个角点(与顺序,位置无关)来定义毛坯。·参照模型系统自动计算模型的包围盒,以此作为毛坯。三、起始点起始点是设定全局刀具起始点的位置(wèizhi

基于CAXA制造工程师的数控加工编程.docx
基于CAXA制造工程师的数控加工编程随着技术的发展,数控加工编程已经成为现代制造工程师的必备技能之一。在现代各种制造行业中,数控加工已经成为优化生产过程的重要方式。CAXA是数控加工编程中广泛使用的软件,可以对三维CAD模型进行处理,生成数控加工程序,为高效精确的数控加工提供支持。本文将从CAXA制造工程师的角度出发,探讨数控加工编程的基础知识和实践技能。一、数控加工编程基础1.编程语言在数控加工编程中,编程语言是连接CAD软件和CNC机床之间的桥梁。基本的数控加工编程语言包括G代码和M代码。G代码用于控

基于CAXA制造工程师的数控加工自动编程.docx
基于CAXA制造工程师的数控加工自动编程随着制造业的复杂化和精细化,数控加工技术已经成为制造工程师的重要工具。因此,自动编程是数控加工技术中非常关键的一部分。CAXA是当前比较常用的一款制造工程软件,而数控加工自动编程则是CAXA中非常重要的功能之一。本文将从CAXA制造工程师的数控加工自动编程来探讨其重要性和优点。CAXA是一款全面的CAD/CAM/CAE系统,其覆盖面非常广,可应用于工业设计、制造、加工、仿真等多个领域。在制造领域中,CAXA主要用于数控加工的自动编程。数控加工是现代制造业中非常重要的

CAXA制造工程师在数控编程中的应用.docx
CAXA制造工程师在数控编程中的应用CAXA软件是一款广泛应用于数控编程、制造工艺、模具设计等领域的CAD/CAM软件,在工业制造中具有广泛的应用。CAXA可以实现多形式的CAD在线绘图和二维三维建模,同时可以通过其CAM功能生成数控程序,并将其导入到数控机床进行加工。制造工程师在数控编程过程中的应用非常广泛,本文将详细介绍CAXA制造工程师在数控编程中的应用。一、CAXA软件的特点CAXA软件作为一款成熟的CAD/CAM软件,其软件特点和功能非常丰富,主要有以下几个方面:1.CAXA拥有多种绘图工具,可