
分切机的张力控制.doc

zh****db


1/3

2/3

3/3
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

分切机的张力控制.doc
分切机的张力控制铝箔经过印刷涂布后需要在分切机上进行印后分切,将大卷半成品裁切成所要求的规格尺寸,在分切机上运转分切的半成品是一个放卷与收卷的工艺过程,此过程包括机器的运转速度控制与张力控制两个部分。所谓张力是为了牵引铝箔并将其按标准卷到卷芯上,必须给铝箔施加一定的拉伸并张紧的牵引力,其中张紧铝箔控制力即为张力.张力控制是指能够持久地控制铝箔在设备上输送时的张力的能力,这种控制对机器的任何运行速度都必须保持有效,包括机器的加速、减速和匀速。即使在紧急停车情况下,它也有能力保证铝箔不产生丝毫破损。分切机张力

无纺布分切机张力自动控制装置.pdf
无纺布分切机张力自动控制装置,涉及分切机技术领域,用于实现分切机的张力自动控制。它包括用于支撑其他部件的支架,两端通过轴承组件活动安装在支架上的一支撑辊,且在所述支撑辊两端分别套置有可自由转动的轴套,且自轴套分别向前和向后延伸出一杆状部件,在轴套两侧的杆状部件的自由端分别连接有静止的配重部件和可转动的张力辊,一驱动杆状部件绕支撑辊旋转的气缸两端分别与支架和其中一个杆状部件活动连接。一编码器的输入轴通过链传动与固定在轴套上的链轮连接,所述编码器通过导线与驱动放卷辊转动的电机信号连接。本发明实现了分切机的张力

高速分切机张力控制系统研究.docx
高速分切机张力控制系统研究高速分切机张力控制系统研究摘要:随着工业自动化程度的不断提高,高速分切机在纸、塑料、金属、橡胶等行业中得到广泛应用。分切机能够将连续的卷材快速、准确地切割为所需尺寸的小卷材。然而,在高速分切过程中,张力控制是一个重要的技术问题。张力不恰当会导致切割品质下降、设备损坏甚至生产效率低下。因此,研究高速分切机张力控制系统对于提高分切机性能和产品质量具有重要意义。1.引言高速分切机的主要功能是将连续卷材切割为所需尺寸的小卷材。在分切过程中,卷材必须经历张力的作用,以保持稳定的切割效果。然
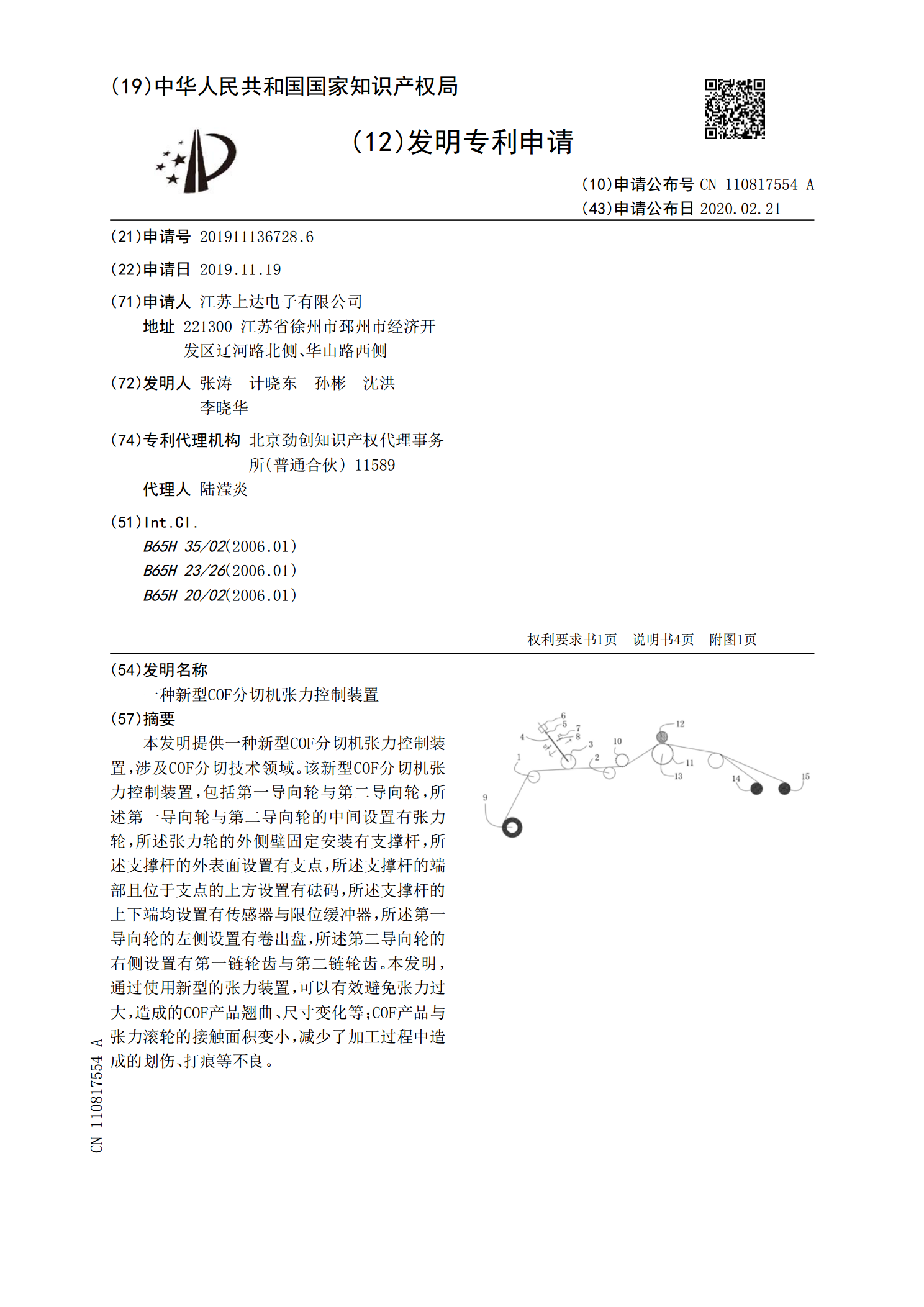
一种新型COF分切机张力控制装置.pdf
本发明提供一种新型COF分切机张力控制装置,涉及COF分切技术领域。该新型COF分切机张力控制装置,包括第一导向轮与第二导向轮,所述第一导向轮与第二导向轮的中间设置有张力轮,所述张力轮的外侧壁固定安装有支撑杆,所述支撑杆的外表面设置有支点,所述支撑杆的端部且位于支点的上方设置有砝码,所述支撑杆的上下端均设置有传感器与限位缓冲器,所述第一导向轮的左侧设置有卷出盘,所述第二导向轮的右侧设置有第一链轮齿与第二链轮齿。本发明,通过使用新型的张力装置,可以有效避免张力过大,造成的COF产品翘曲、尺寸变化等;COF产
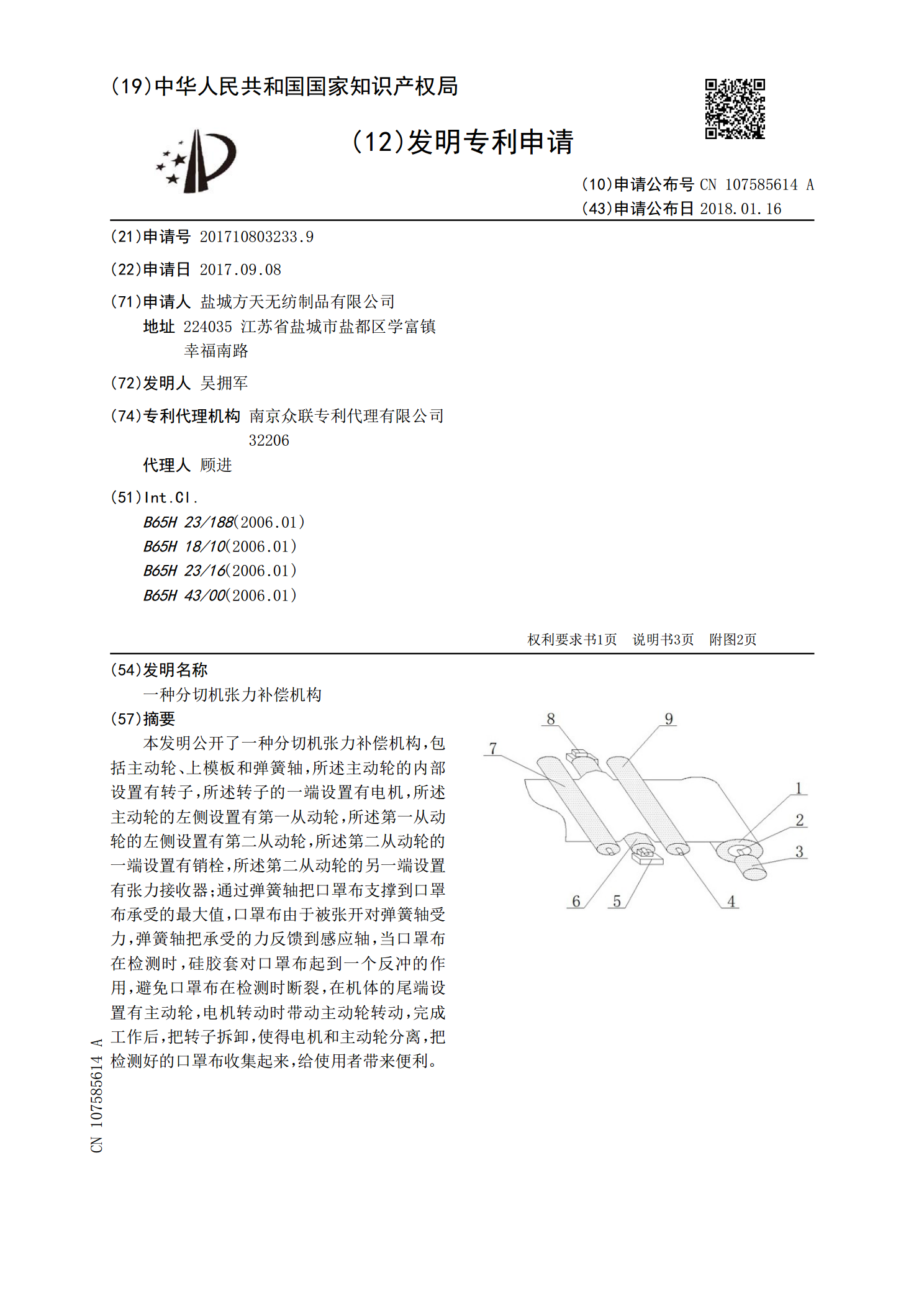
一种分切机张力补偿机构.pdf
本发明公开了一种分切机张力补偿机构,包括主动轮、上模板和弹簧轴,所述主动轮的内部设置有转子,所述转子的一端设置有电机,所述主动轮的左侧设置有第一从动轮,所述第一从动轮的左侧设置有第二从动轮,所述第二从动轮的一端设置有销栓,所述第二从动轮的另一端设置有张力接收器;通过弹簧轴把口罩布支撑到口罩布承受的最大值,口罩布由于被张开对弹簧轴受力,弹簧轴把承受的力反馈到感应轴,当口罩布在检测时,硅胶套对口罩布起到一个反冲的作用,避免口罩布在检测时断裂,在机体的尾端设置有主动轮,电机转动时带动主动轮转动,完成工作后,把转