
数控车椭圆加工.ppt

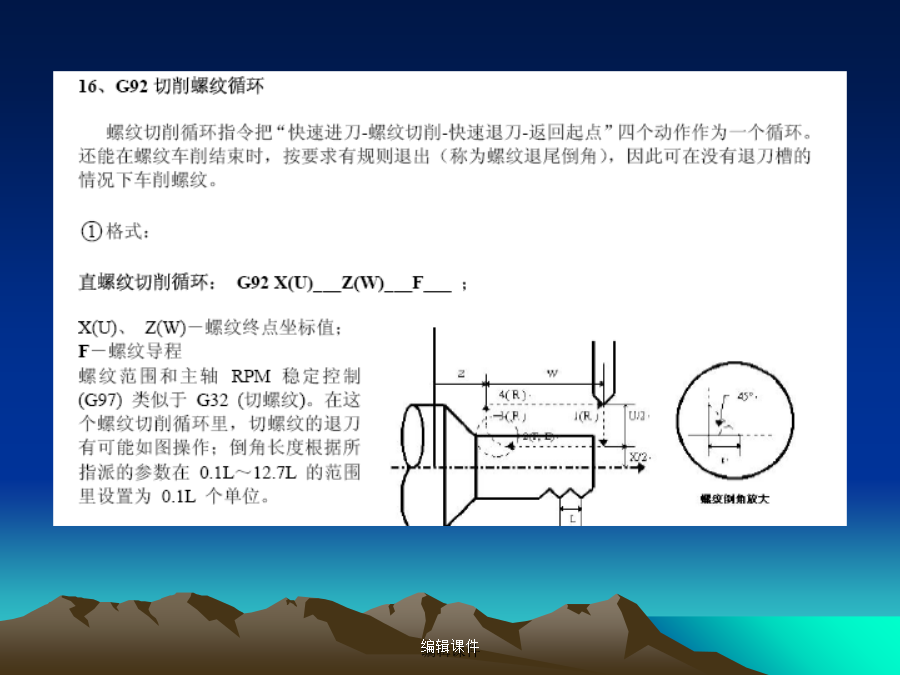
17****92

1/10
2/10
3/10
4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共37页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料
数控车椭圆加工.ppt
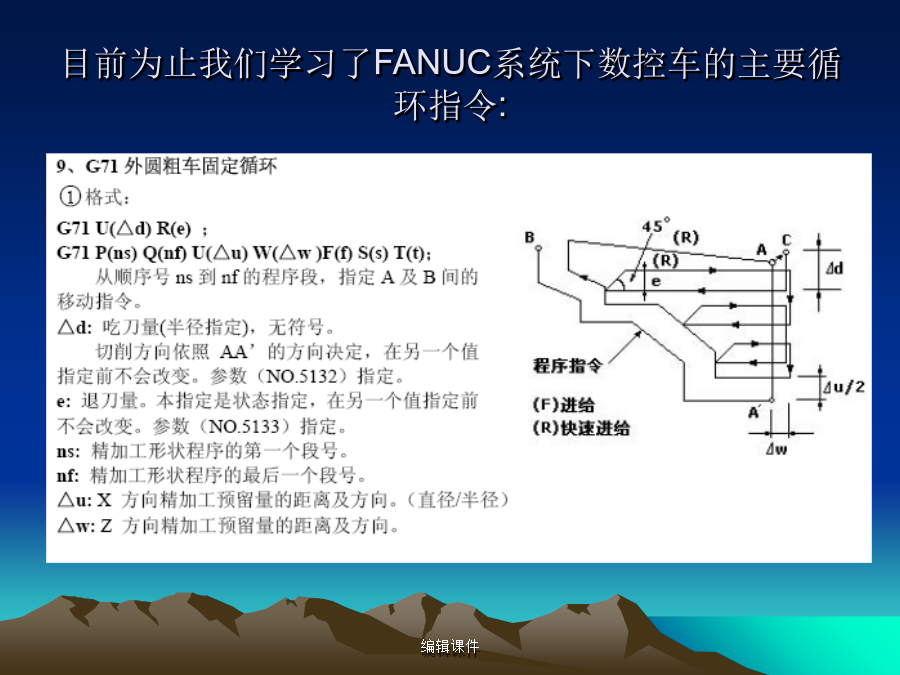
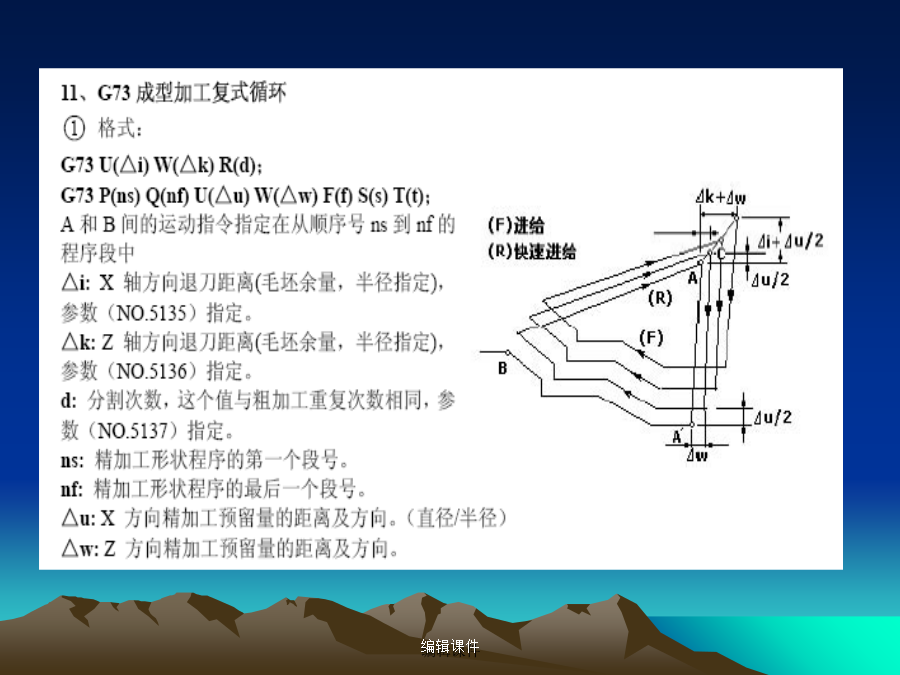
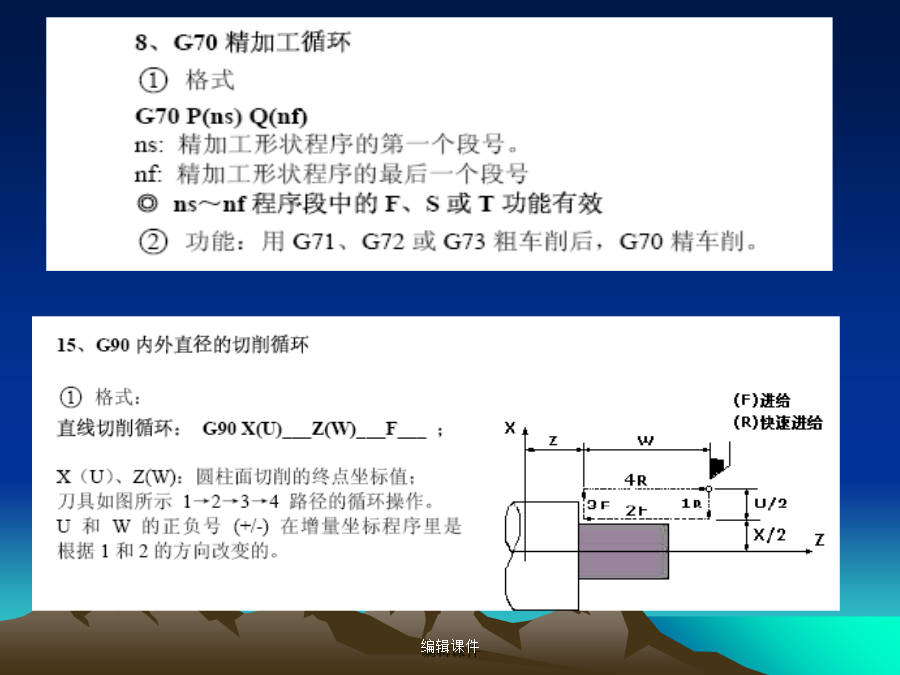
数控车高级篇一目前为止我们学习了FANUC系统下数控车的主要循环指令:编辑课件编辑课件编辑课件前面这几周我们练习过的题目编辑课件编辑课件对前几周的要求:椭圆的加工及宏程序的简单应用下面我们看一道包含椭圆的轴的加工编辑课件加工过程:O0088G99G21T0101S800M03G0X62Z2G01Z0X-1F0.2G0X62Z2G71U2R0.5G71P10Q20U0.5W0F0.2N10G0G42X32S1500G01Z0F0.1Z-60X37G02X57W-10R10N20G01G40X62G70P10

数控车椭圆加工.pptx
会计学目前为止我们学习了FANUC系统下数控车的主要循环指令:///前面这几周我们练习过的题目/对前几周的要求:椭圆的加工及宏程序的简单应用下面我们看一道包含椭圆的轴的加工/加工过程:O0088G99G21T0101S800M03G0X62Z2G01Z0X-1F0.2G0X62Z2G71U2R0.5G71P10Q20U0.5W0F0.2N10G0G42X32S1500G01Z0F0.1Z-60X37G02X57W-10R10N20G01G40X62G70P10Q20G0X100Z100用户宏程序(cust

数控车椭圆加工.ppt
数控车高级篇一目前为止我们学习了FANUC系统下数控车的主要循环指令:前面这几周我们练习过的题目对前几周的要求:椭圆的加工及宏程序的简单应用下面我们看一道包含椭圆的轴的加工加工过程:O0088G99G21T0101S800M03G0X62Z2G01Z0X-1F0.2G0X62Z2G71U2R0.5G71P10Q20U0.5W0F0.2N10G0G42X32S1500G01Z0F0.1Z-60X37G02X57W-10R10N20G01G40X62G70P10Q20G0X100Z100用户宏程序(custo

数控车椭圆加工方法研究.docx
数控车椭圆加工方法研究随着数控技术的不断发展,数控车加工在工业生产中得到了广泛的应用,其高精度、高效率、高稳定性的特点也使得它成为了现代制造业中不可或缺的一环。而在数控车加工中,椭圆加工更是一种常见的加工方式,因此本文将对数控车椭圆加工方法进行研究与探讨。一、椭圆加工的定义与特点椭圆是一种常见的几何图形,其由平面上到两个定点的距离之和等于定常数的所有点组成。而在工业生产中,常常需要将金属材料或其他硬质材料加工成椭圆形状的零件,以满足不同的工程需求。椭圆加工是一种数控车加工常用的加工方式,其具有以下特点:1

数控车椭圆编程与加工方法探讨.docx
数控车椭圆编程与加工方法探讨数控车椭圆编程与加工方法探讨摘要:数控车床是一种重要的数控加工设备,在工业制造中广泛应用。本文针对数控车床加工椭圆形零件的编程与加工方法进行探讨。首先介绍了椭圆的基本概念和数学表达式,然后详细分析了数控车床加工椭圆的编程思路和加工方法,包括使用数学函数进行编程和采用分段加工的方法。最后,通过实例分析,验证了所提出的编程和加工方法的有效性和可行性。关键词:数控车床;椭圆;编程;加工方法1.引言数控车床是一种通过电脑控制数控系统,实现自动加工的机床。它具有高精度、高效率和稳定性好等