
飞机结构装配过程简介.pptx

骑着****猪猪

1/10

2/10
3/10
4/10

5/10

6/10

7/10
8/10
9/10
10/10
亲,该文档总共36页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

飞机结构装配过程简介.pptx
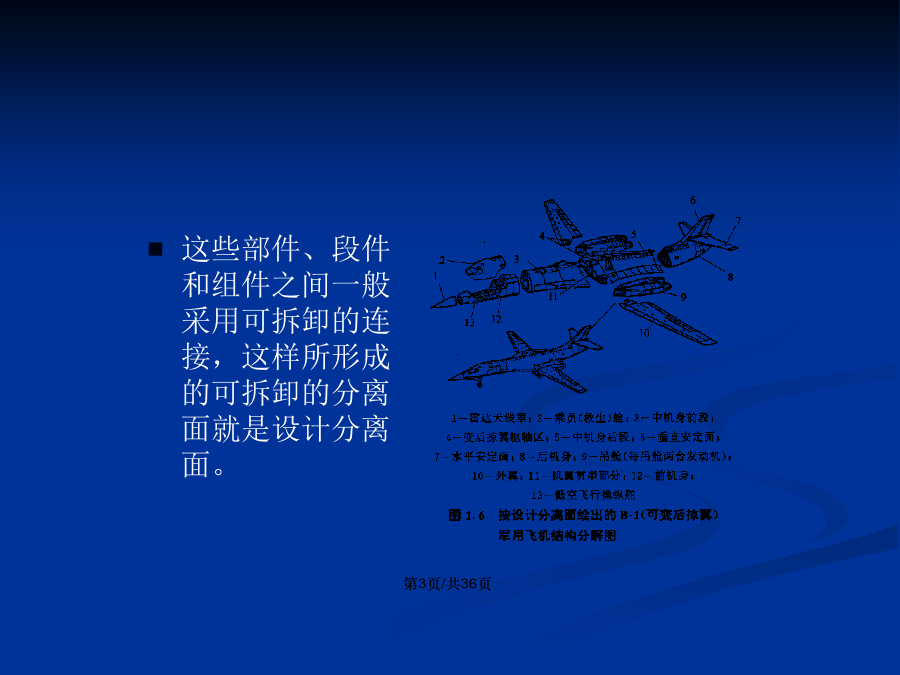
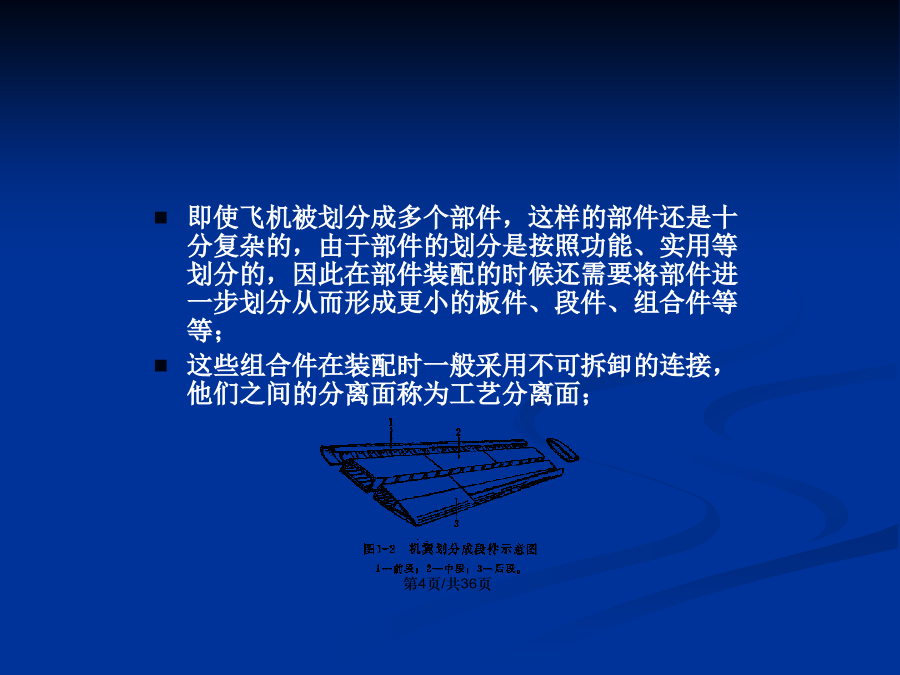
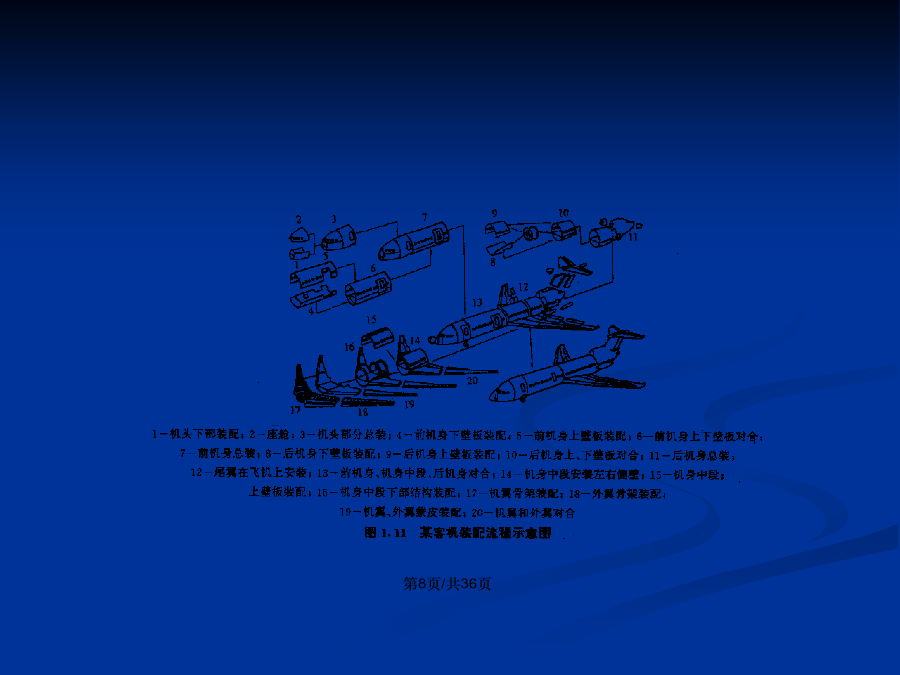
会计学这些部件、段件和组件之间一般采用可拆卸的连接,这样所形成的可拆卸的分离面就是设计分离面。即使飞机被划分成多个部件,这样的部件还是十分复杂的,由于部件的划分是按照功能、实用等划分的,因此在部件装配的时候还需要将部件进一步划分从而形成更小的板件、段件、组合件等等;这些组合件在装配时一般采用不可拆卸的连接,他们之间的分离面称为工艺分离面;合理的划分工艺分离面,也就是合理地对部件进行剖分,对制造是极有好处的。增加了平行装配工作面,提高了装配工作的机械化和自动化;改善了装配工作的开放性,有利于提高产品的装配质

飞机装配的基本过程.ppt
飞机装配的基本过程一、飞机装配的基本问题1.1设计分离面和工艺分离面这些部件、段件和组件之间一般采用可拆卸的连接,这样所形成的可拆卸的分离面就是设计分离面。即使飞机被划分成多个部件,这样的部件还是十分复杂的,由于部件的划分是按照功能、实用等划分的,因此在部件装配的时候还需要将部件进一步划分从而形成更小的板件、段件、组合件等等;这些组合件在装配时一般采用不可拆卸的连接,他们之间的分离面称为工艺分离面;合理的划分工艺分离面,也就是合理地对部件进行剖分,对制造是极有好处的。增加了平行装配工作面,提高了装配工作的

飞机的装配过程和装配方法.ppt
现代飞机装配技术2/1443/1444/1445/1446/1447/1448/1449/144101441114412144131441414415144161441714418144191442014421144221442314424144251442614427144281442914430144311443214433144341443514436144371443814439144401444114442144431444414445144461444714448144491445014451

波音787飞机装配技术及其装配过程.doc
波音787飞机装配技术及其装配过程波音公司基于全球协同环境GCE研制的787“绿色”环保客机,虽然尚未试飞,但它的一系列全新的飞机装配理念、方法和技术,就已经引起航空制造业界的极大关注。这些大型飞机装配的新技术,如全球协同研制的理念和方法、基于模型定义(MBD)的装配技术、利用室内GPS系统的飞机对接总装过程以及复材机体的装配连接技术的应用等更是业内关注的焦点。787客机结构及其全球协同研制模式由于复合材料结构有着许多众所周知的优点,波音公司在对复材结构做了大量成功研究试验的基础上,决定787机体主要结构

飞机结构装配的压窝工艺.docx
飞机结构装配的压窝工艺飞机结构装配的压针工艺引言:飞机结构装配是飞机制造中的重要工艺之一,涉及到飞机各个部件的组装和装配。而在飞机装配中,压针工艺是一项必不可缺的工艺。压针工艺主要用于飞机结构的连接和固定,以确保飞机在飞行过程中的安全性和可靠性。本文将介绍飞机结构装配的压针工艺的基本原理、工艺流程以及在飞机制造中的应用。一、压针工艺的基本原理压针工艺是利用压力和针结构的力量将两个或多个部件连接在一起的装配工艺。其基本原理是利用压针对被连接的部件进行钻孔并压入针,通过针固定并连接部件。压针工艺能够实现高强度