
塑料的其它成型方法简介.pptx

骑着****猪猪


1/10
2/10
3/10

4/10
5/10

6/10
7/10

8/10

9/10
10/10
亲,该文档总共98页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

塑料的其它成型方法简介.pptx
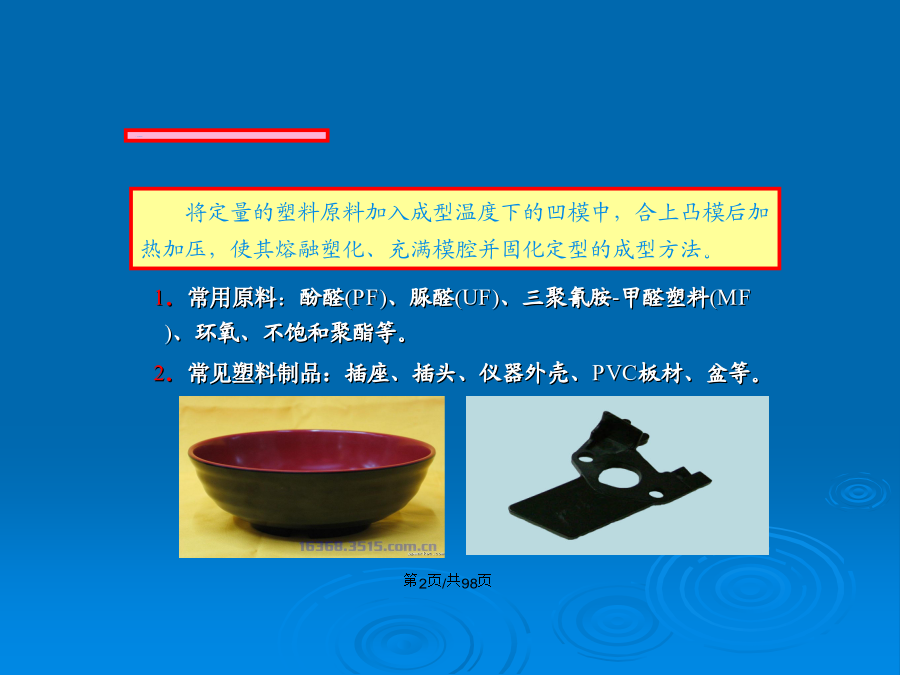
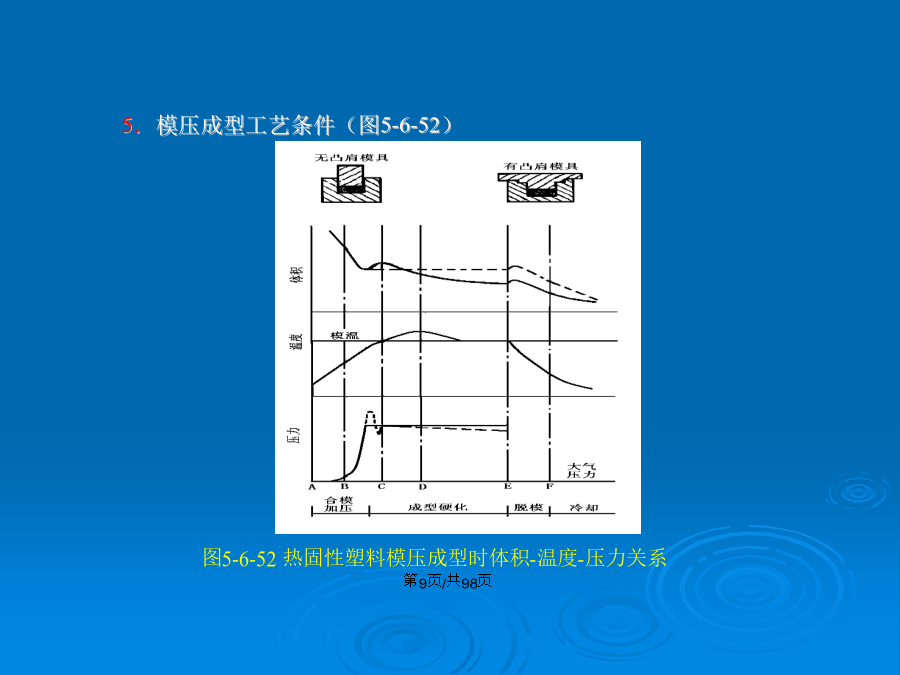
塑料的其它成型方法简介第一节塑料的模压成型1.常用原料:酚醛(PF)、脲醛(UF)、三聚氰胺-甲醛塑料(MF)、环氧、不饱和聚酯等。2.常见塑料制品:插座、插头、仪器外壳、PVC板材、盆等。3.特点:生产周期长,效率低;难实现自动化,劳动强度大;C.难以成型形状复杂的制品、厚制品。A.提高生产率;B.保证模具安全;C.避免合模过快而使原料被空气带出,嵌件移位,成型杆等破坏。ⅳ.固化:(1)模温:原因:外层固化快,首先固化变硬,小分子难排出。塑料名称模具温度/ºCUF135~155PF145~180MF14

塑料的其它成型方法简介.pptx
塑料的其它成型方法(fāngfǎ)简介第一节塑料(sùliào)的模压成型1.常用原料:酚醛(PF)、脲醛(UF)、三聚氰胺-甲醛(jiǎquán)塑料(MF)、环氧、不饱和聚酯等。2.常见塑料制品:插座、插头、仪器外壳、PVC板材、盆等。3.特点(tèdiǎn):生产周期长,效率(xiàolǜ)低;难实现自动化,劳动强度大;C.难以成型形状复杂的制品、厚制品。A.提高生产率;B.保证模具安全;C.避免合模过快而使原料被空气(kōngqì)带出,嵌件移位,成型杆等破坏。ⅳ.固化:(1)模温:原因:外层(w

塑料成型工艺其它成型.pptx
第七章其他塑料成型工艺一、成型原理二、压延用塑料三、压延制品四、工艺特点五、压延机压延机常以辊筒数目和排列方式分类。I型排列辊筒的主要原则是尽量避免各个辊筒在受力时彼此发生干扰并应充分考虑操作的要求和方便以及自动供料需要等。然而实际上没有一种排列是尽善尽美的。往往是顾此失被。例如目前应用比较普通的斜z型它与L型相比时有如下优点:①各辊筒互相独立.受力时互相不干扰这种传动乎稳操作稳定制品厚度容易调整和控制。②物料与辊筒的接触时间短受热少;③各辊筒折卸方便便于检修;④上料方便便于观察存料;⑤厂房

塑料其它成型技术之塑料发泡成型.pptx
塑料其它成型技术单元二塑料发泡成型聚乙烯模压发泡一、概述泡沫塑料的分类2、按密度分常见泡沫塑料分类3-2泡沫塑料的发泡方法聚苯乙烯泡沫塑料是如何制备的?LDPEMFR=3g/10min看视频说说PS发泡材料的制备过程模塑发泡设备及制品二、聚丙烯泡沫塑料总结5、挤出成型二、聚乙烯泡沫塑料(一)聚乙烯发泡的特点为了改善聚烯烃类塑料的发泡缺陷常采用树脂分子间交联的方法调节熔融物的粘弹性使之达到发泡所需的条件并提高泡沫塑料的物理机械性能。(二)聚烯烃的交联交联时间有机过氧
其它塑料成型工艺.pptx
其它塑料成型工艺滚塑成型滚塑成型滚塑成型制品热压成型热压成型共(芯层)注射成型共(芯层)注射成型共(芯层)注射成型共(芯层)注射成型低发泡注塑成型低发泡注塑成型可熔型芯注射成型可熔型芯注射成型注射—压缩成型注射—压缩成型