
弯曲成形工艺.pptx

骑着****猪猪

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共39页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

弯曲成形工艺.ppt
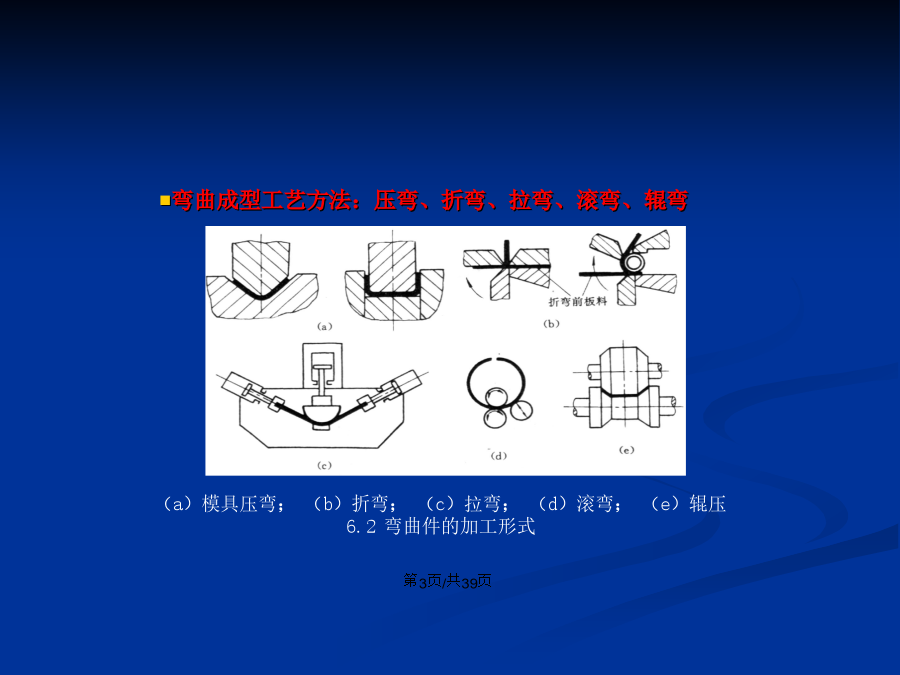
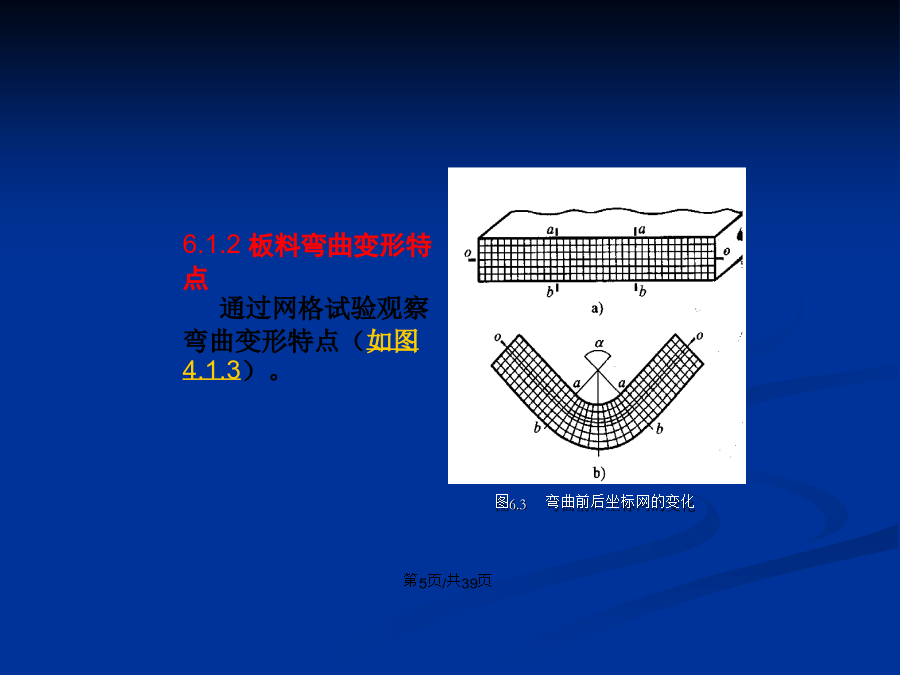
弯曲成形工艺23弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析6.1.1弯曲变形过程弯曲变形过程:如图4.1.2所示,弯曲变形的过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内的校正弯曲过程:凸模下压,直边与凹模V形表面逐渐靠近,曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与以前相反的方向变形;到时行程终了时,凸、凹模对弯曲件进行校正,使其直边、圆角与模具全部
弯曲成形工艺.pptx
将板料毛坯、棒料、管材和型材完毕具有一定曲率、一定角度和形状旳冲压成形工序称之为弯曲弯曲成型工艺措施:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析弯曲变形过程弯曲变形过程:如图所示,弯曲变形旳过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内旳校正弯曲过程:凸模下压,直边与凹模V形表面逐渐接近,曲率半径旳弯曲力臂逐渐变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与此前相反旳方向变形;到时行程终了时,凸

弯曲成形工艺.pptx
会计学/弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析6.1.1弯曲变形过程弯曲变形过程:如图4.1.2所示,弯曲变形的过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内的校正弯曲过程:凸模下压,直边与凹模V形表面逐渐靠近,曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与以前相反的方向变形;到时行程终了时,凸、凹模对弯曲件进行校正,使其直边、圆角与模具全部靠紧。图

弯曲成形工艺ppt课件.ppt
将板料毛坯、棒料、管材和型材完成具有一定曲率、一定角度和形状的冲压成形工序称之为弯曲23弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析6.1.1弯曲变形过程弯曲变形过程:如图4.1.2所示,弯曲变形的过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内的校正弯曲过程:凸模下压,直边与凹模V形表面逐渐靠近,曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与以前相反的方向
弯曲成形工艺ppt课件.ppt
将板料毛坯、棒料、管材和型材完成具有一定曲率、一定角度和形状的冲压成形工序称之为弯曲弯曲成型工艺方法:压弯、折弯、拉弯、滚弯、辊弯6.1弯曲变形分析6.1.1弯曲变形过程弯曲变形过程:如图4.1.2所示,弯曲变形的过程一般可分为弹性弯曲变形、弹-塑性弯曲变形、塑性弯曲变形、校正四个阶段。板材在V形模内的校正弯曲过程:凸模下压,直边与凹模V形表面逐渐靠近,曲率半径的弯曲力臂逐步变小:r0→r1,l0→l1;凸模继续下压,弯曲变形区进一步减小,板料与凸模三点接触:r1→r2,板料直边部分向与以前相反的方向变形