
提高钢制储罐底板焊接质量.pptx

骑着****猪猪

1/10
2/10
3/10

4/10
5/10
6/10
7/10
8/10
9/10
10/10
亲,该文档总共25页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

提高钢制储罐底板焊接质量.pptx
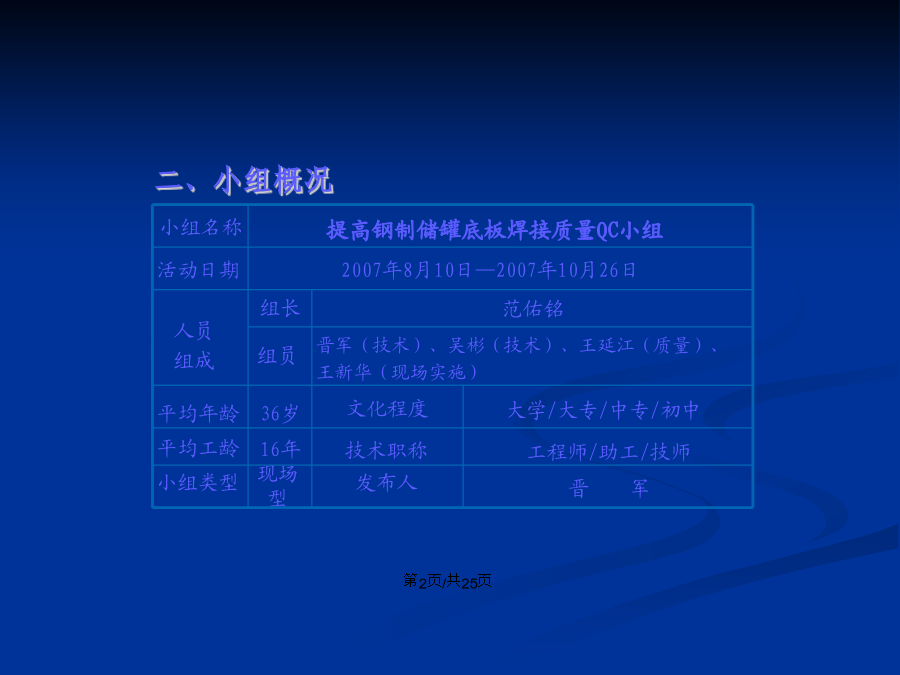
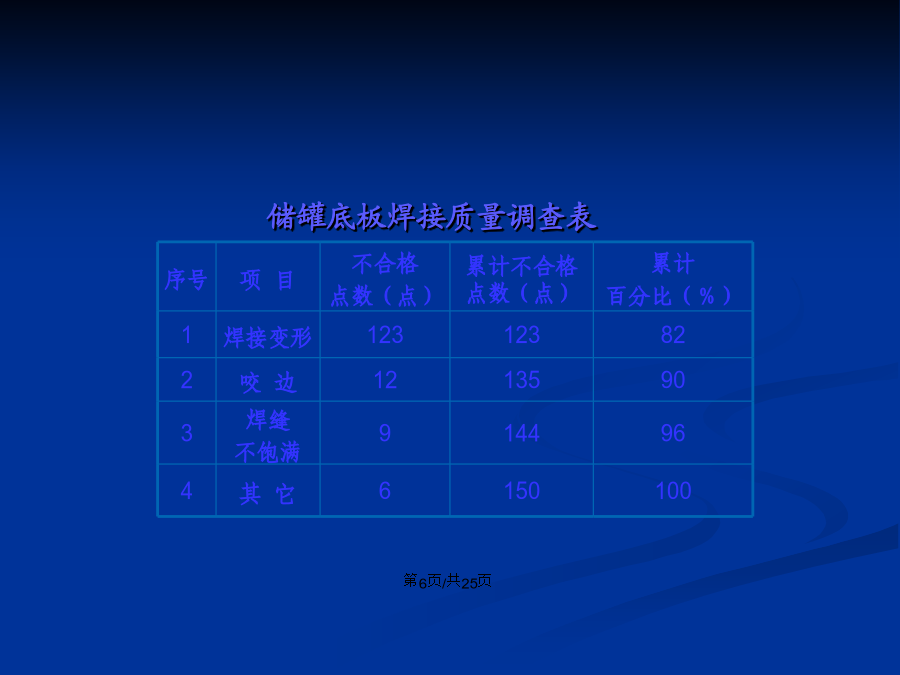
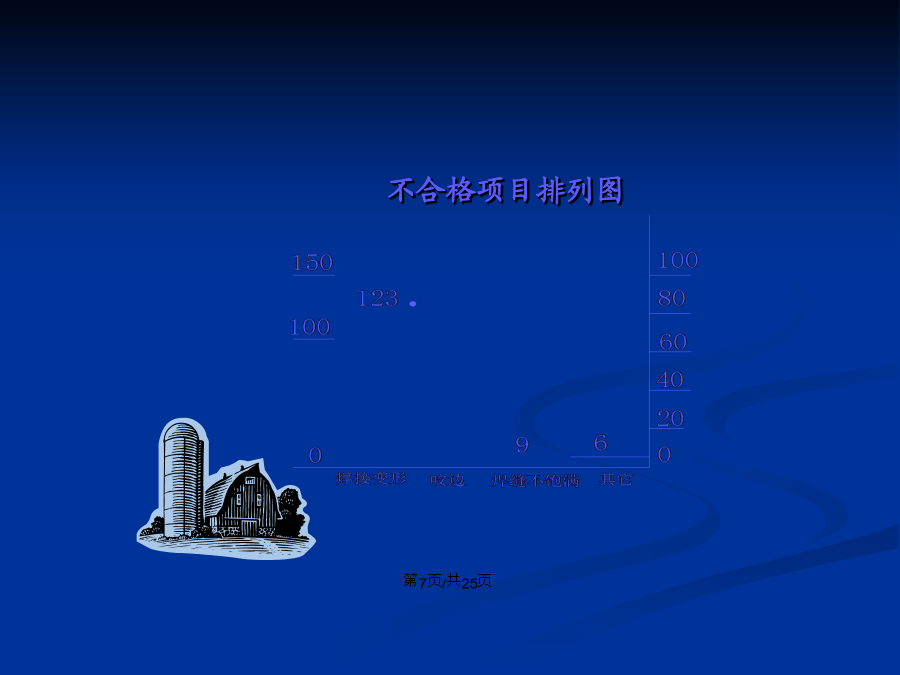
会计学二、小组概况三、选题理由吸收塔底板共由12块δ=10mm钢板拼接而成直径:Φ13200mm四、现状调查储罐底板焊接质量调查表不合格项目排列图结论:目标:储罐底板焊接变形不合格率降低80%。目标值可行性分析:经过调查分析,焊接变形可以通过我们一系列有针对性的措施来得到控制,特别是由于焊接顺序的错误而导致的焊接变形完全可以通过编制合理的施工方案来达到满意的焊接效果。六、要因分析1)因果分析图2)要因确认综合上述分析,我们把以下三点作为造成储罐底板焊接变形的主要原因:(1)焊条未按要求烘干(2)焊接顺序安

提高钢制储罐底板焊接质量学习教案.pptx
会计学二、小组(xiǎozǔ)概况三、选题(xuǎntí)理由吸收塔底板共由12块δ=10mm钢板拼接(pīnjiē)而成直径:Φ13200mm四、现状(xiànzhuàng)调查储罐底板焊接(hànjiē)质量调查表不合格(hégé)项目排列图结论(jiélùn):目标:储罐底板焊接变形不合格率降低(jiàngdī)80%。目标值可行性分析:经过调查分析,焊接变形可以通过我们一系列有针对性的措施来得到控制,特别是由于焊接顺序的错误而导致的焊接变形完全可以通过编制合理的施工方案来达到满意的焊接效果。六、要

钢制焊接球形储罐的质量监督.ppt
钢制焊接球形储罐的质量监检第一节概述球体各部位名称:(二)执行的规范及标准a、《压力容器安全技术监察规程》质技监局锅发1999版b、《钢制压力容器》GB150—1998c、《钢制球形储罐》GB12337—98d、《球形储罐施工及验收规范》GB50094—98e、《钢制压力容器焊接工艺评定》JB4708—2000f、《压力容器用钢板》GB6654g、《熔敷金属中扩散氢测定方法》GB/T3965h、《金属夏比缺口冲击试验方法》GB/T229i、《锅炉压力容器焊工考试规则》2002j、《压力容器油漆、包装和运输

钢制焊接球形储罐的质量监督.pptx
1第一节概述球体各部位名称:(二)执行的规范及标准a、《压力容器安全技术监察规程》质技监局锅发1999版b、《钢制压力容器》GB150—1998c、《钢制球形储罐》GB12337—98d、《球形储罐施工及验收规范》GB50094—98e、《钢制压力容器焊接工艺评定》JB4708—2000f、《压力容器用钢板》GB6654g、《熔敷金属中扩散氢测定方法》GB/T3965h、《金属夏比缺口冲击试验方法》GB/T229i、《锅炉压力容器焊工考试规则》2002j、《压力容器油漆、包装和运输》JB/2536-80k

大型储罐底板焊接顺序.docx
大型储罐底板焊接大型储罐在石油化工装置中是不可缺少的设备之一,而罐底严重的焊接变形会降低储罐的承载能力及稳定性,甚至使罐底底板报废。因此,罐底是整个储罐的关键部位,关系到整个储罐制作安装的成败。随着经济的发展,储罐容量越来越大,现在上万立方米的储罐比比皆是,罐底面积随容量也增大。储罐底板是由多块条型中幅板和多块弓型边缘板拼接而成(见图1所示),是整个储罐受力最大的部位。其焊接特点为:直径大、板薄、钢板厚度与储罐底的宽度之比很小,刚度差,焊缝数量多,焊接应力大,易产生焊接变形且变形量大,控制难度大。因此分析