
注塑部上下模操作规范.docx

你的****书屋


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

注塑部上下模操作规范.docx
注塑部上下模操作规范1、目的为了使注塑生产更加顺畅,提高部门工作时效性。2、适用范围:适用于成型课的生产时上下模的操作。3、定义:(无)4、职责:4.1部门主管负责各生产计划的落实与完成5、工作程序5.1由于生产数量已达到所需生产数或由于有临时急单,仓库库存过多造成积压而将机台生产产品更换。5.2上模前查核所要生产产品的几个要点工令单上所到产品的数量、颜色、材料等。样品单上所到产品的数量、颜色、材料性质等(透明、半透明、不透明)。联络单(必须经生管主管签字方有效)上所列产品试产和数量、颜色、材料等。对照“

注塑部上下模操作规范.docx
注塑部上下模操作规范1、目的为了使注塑生产更加顺畅,提高部门工作时效性。2、适用范围:适用于成型课的生产时上下模的操作。3、定义:(无)4、职责:4.1部门主管负责各生产计划的落实与完成5、工作程序5.1由于生产数量已达到所需生产数或由于有临时急单,仓库库存过多造成积压而将机台生产产品更换。5.2上模前查核所要生产产品的几个要点工令单上所到产品的数量、颜色、材料等。样品单上所到产品的数量、颜色、材料性质等(透明、半透明、不透明)。联络单(必须经生管主管签字方有效)上所列产品试产和数量、颜色、材料等。对照“
上下模规范操作步骤.ppt
上、下模规范操作步骤234567891011121314151617
注塑机上下模安全操作规程.pdf
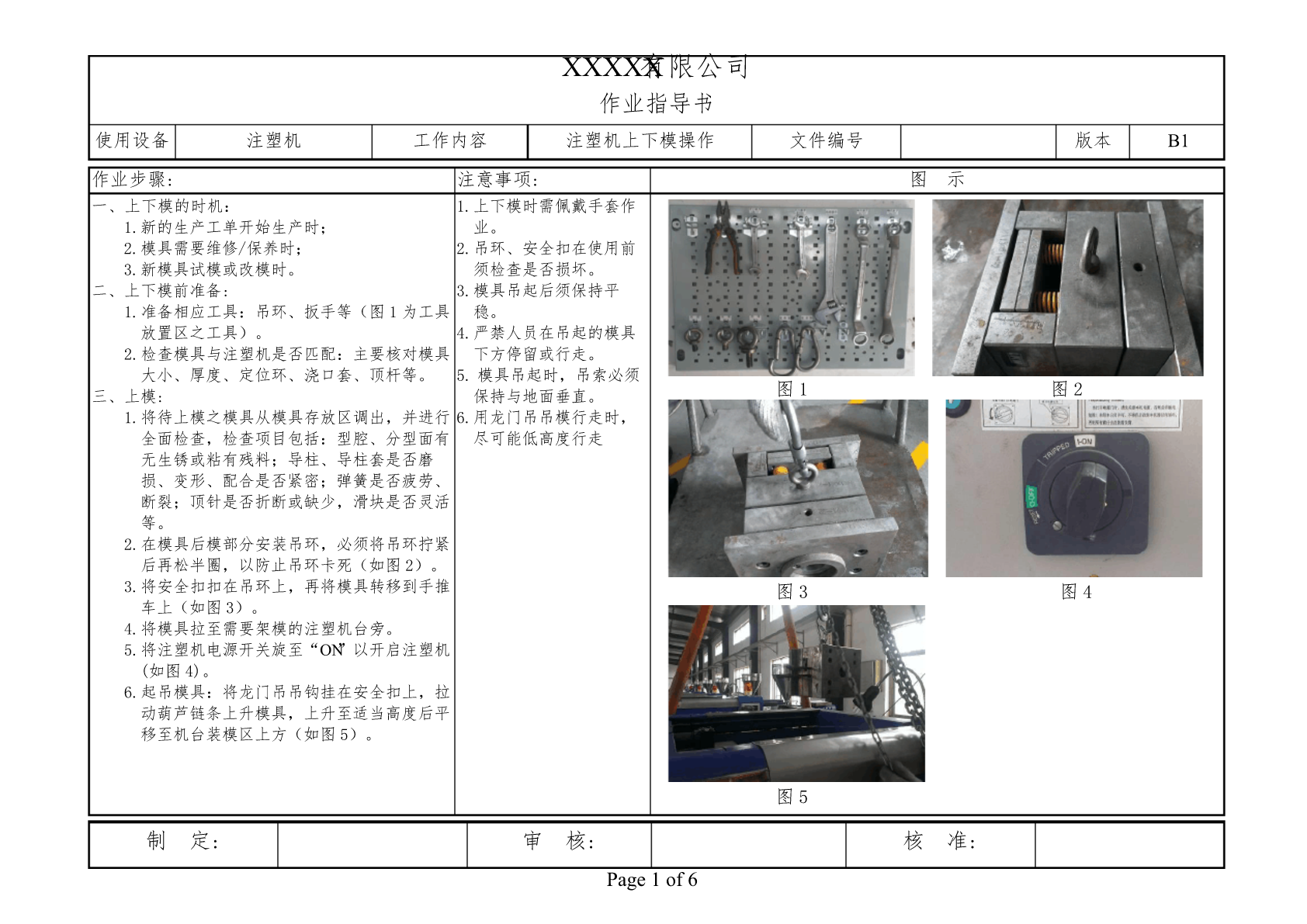
XXXXX有限公司作业指导书使用设备注塑机工作内容注塑机上下模操作文件编号版本B1作业步骤:注意事项:图示一、上下模的时机:1.上下模时需佩戴手套作1.新的生产工单开始生产时;业。2.模具需要维修/保养时;2.吊环、安全扣在使用前3.新模具试模或改模时。须检查是否损坏。二、上下模前准备:3.模具吊起后须保持平1.准备相应工具:吊环、扳手等(图1为工具稳。放置区之工具)。4.严禁人员在吊起的模具2.检查模具与注塑机是否匹配:主要核对模具下方停留或行走。大小、厚度、定位环、浇口套、顶杆等。5.模具吊起时,吊索
注塑车间上下模工作流程.pdf