
成形灌装机中的防洒出装置.pdf

春景****23


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共13页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

成形灌装机中的防洒出装置.pdf
提供一种成形灌装机中的防洒出装置。根据本发明的成形灌装机被设计成在处理站中利用液体来成型和灌装塑料预制体,其中洒出保护装置被适配成防止液体从容器洒出,特别地在灌装有液体的容器被从成形灌装机的处理站转移到排出单元期间,该洒出保护装置被适配成防止液体从容器洒出,排出单元特别地为排出星形轮。
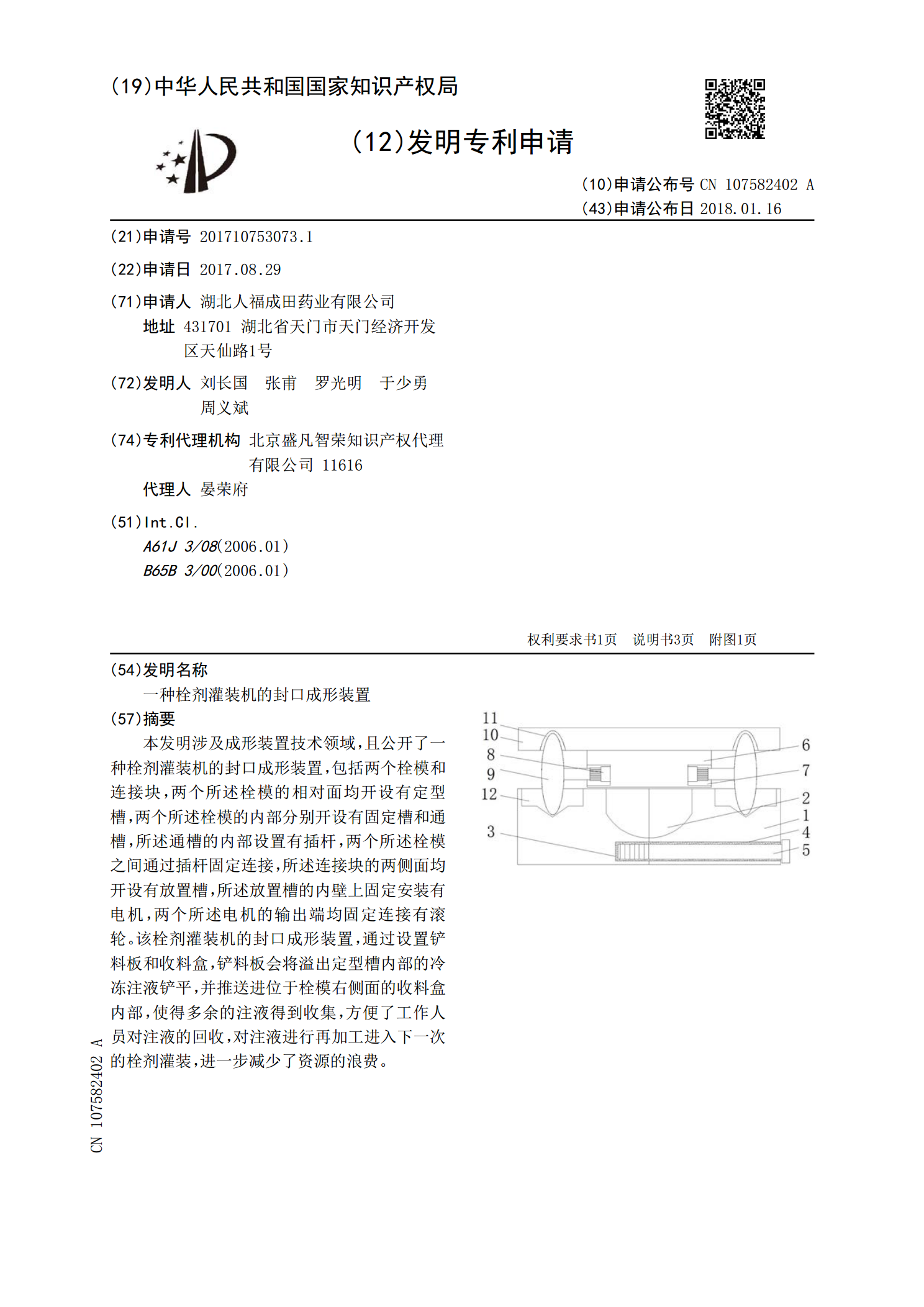
一种栓剂灌装机的封口成形装置.pdf
本发明涉及成形装置技术领域,且公开了一种栓剂灌装机的封口成形装置,包括两个栓模和连接块,两个所述栓模的相对面均开设有定型槽,两个所述栓模的内部分别开设有固定槽和通槽,所述通槽的内部设置有插杆,两个所述栓模之间通过插杆固定连接,所述连接块的两侧面均开设有放置槽,所述放置槽的内壁上固定安装有电机,两个所述电机的输出端均固定连接有滚轮。该栓剂灌装机的封口成形装置,通过设置铲料板和收料盒,铲料板会将溢出定型槽内部的冷冻注液铲平,并推送进位于栓模右侧面的收料盒内部,使得多余的注液得到收集,方便了工作人员对注液的回收
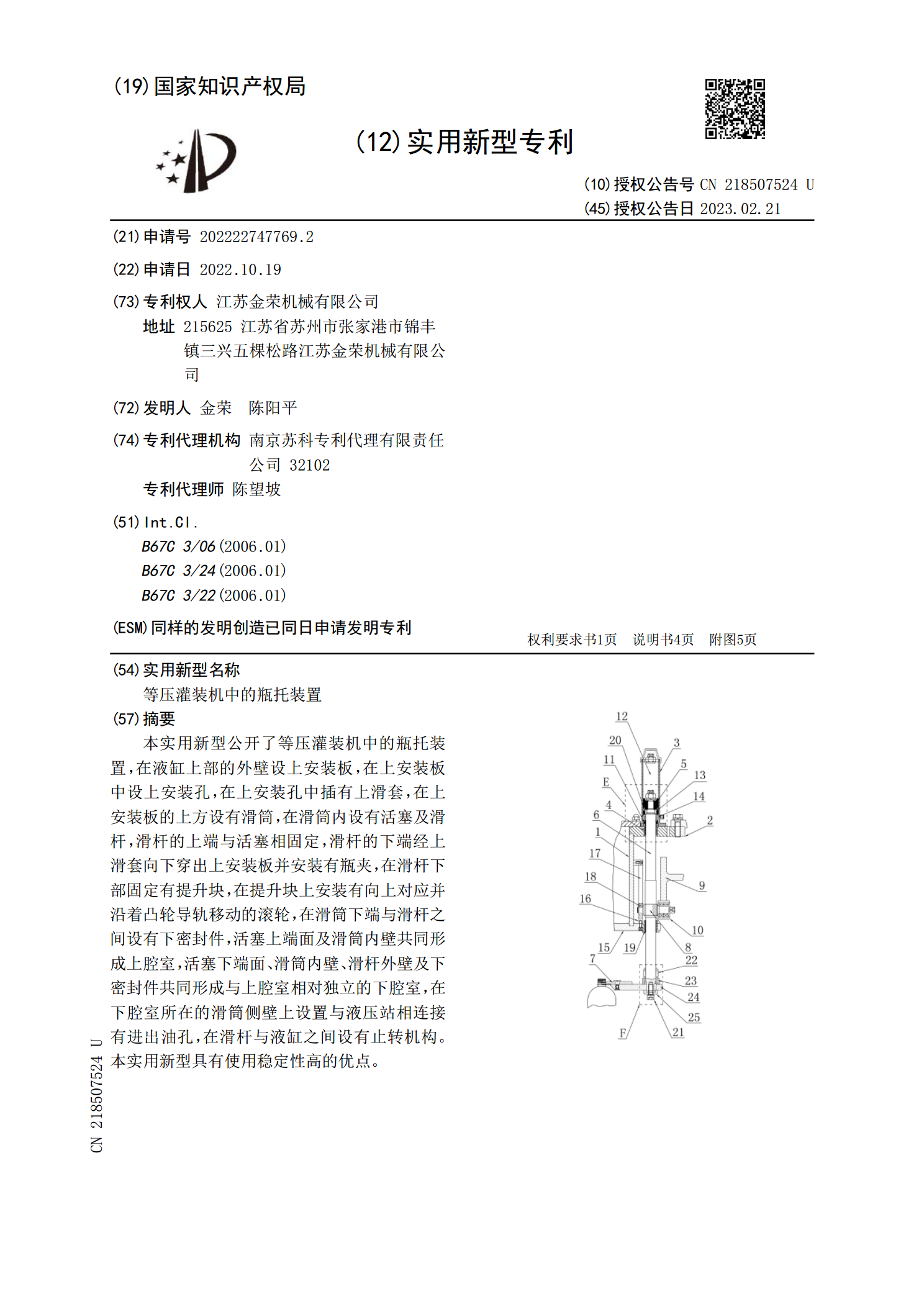
等压灌装机中的瓶托装置.pdf
本实用新型公开了等压灌装机中的瓶托装置,在液缸上部的外壁设上安装板,在上安装板中设上安装孔,在上安装孔中插有上滑套,在上安装板的上方设有滑筒,在滑筒内设有活塞及滑杆,滑杆的上端与活塞相固定,滑杆的下端经上滑套向下穿出上安装板并安装有瓶夹,在滑杆下部固定有提升块,在提升块上安装有向上对应并沿着凸轮导轨移动的滚轮,在滑筒下端与滑杆之间设有下密封件,活塞上端面及滑筒内壁共同形成上腔室,活塞下端面、滑筒内壁、滑杆外壁及下密封件共同形成与上腔室相对独立的下腔室,在下腔室所在的滑筒侧壁上设置与液压站相连接有进出油孔,

具有防皱功能的板材多点成形装置.pdf
本发明公开了一种具有防皱功能的板材多点成形装置,涉及一种用于板材曲面成形的塑性加工设备,属于机械工程领域。该装置主要由调形单元(1),夹料单元(2),单元固定板(4)及加载机构组成,其特征在于调形单元(1)和夹料单元(2)交错排列,多个高度可调的调形单元(1)可通过调形机构改变其包络面形状,取代传统实体模具,多个被动移位的夹料单元(2)通过背压作用夹持板料,取代压边机构。该装置能够抑制板材成形时的皱纹与回弹,且可用于成形不同尺寸的复杂轮廓曲面件,省去成形后的切边工序,提高板料的利用率。

成形装置、该成形装置的模板以及成形方法.pdf
本发明公开了一种成形装置和方法,在模制圆管、角管或开口成形材料时,该成形装置和方法能够通过例如轧制成形、压模成形或模板成形等的各种成形方法来形成所需的截面轮廓;能够执行任何这些成形过程中所需要的成形,而不会丧失传统轧制成形的生产效率并且对将被成形的材料造成最小的额外变形;以及能够生产具有高尺寸精度的高质量产品。公开了一种成形装置,该成形装置被构造成通过使用环状模板组系能够基本实现例如使用大的成形轧辊,其中将多个独立的模板连接,以将与虚拟巨大直径圆的所需圆弧部分相同的曲率半径和长度设置到与将被成形的材料相接