
FLOWDV充型凝固分析.pptx

骑着****猪猪


1/10
2/10
3/10
4/10
5/10

6/10

7/10
8/10
9/10

10/10
亲,该文档总共92页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

FLOWDV充型凝固分析.pptx
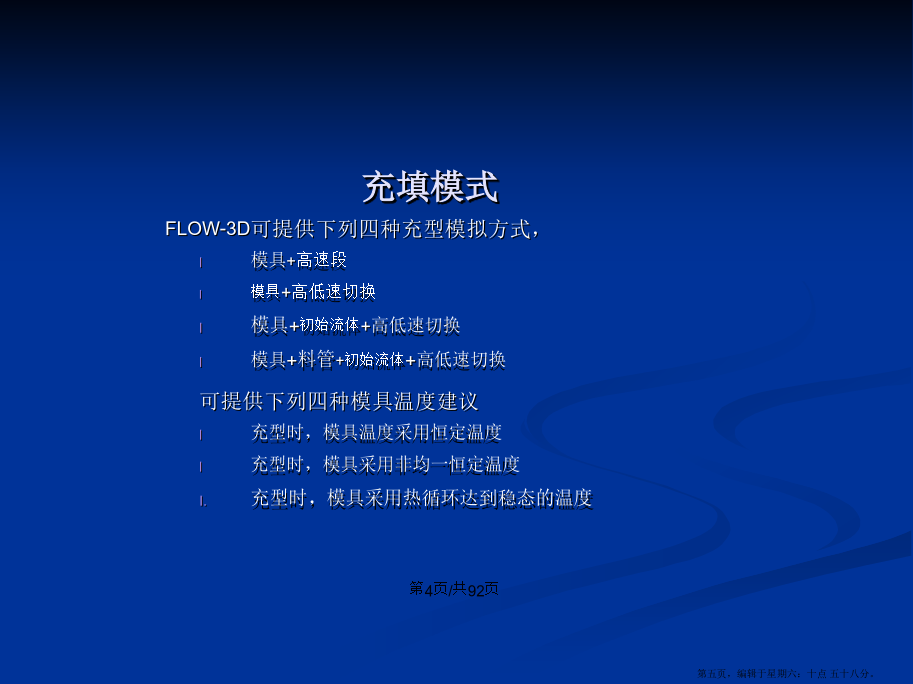
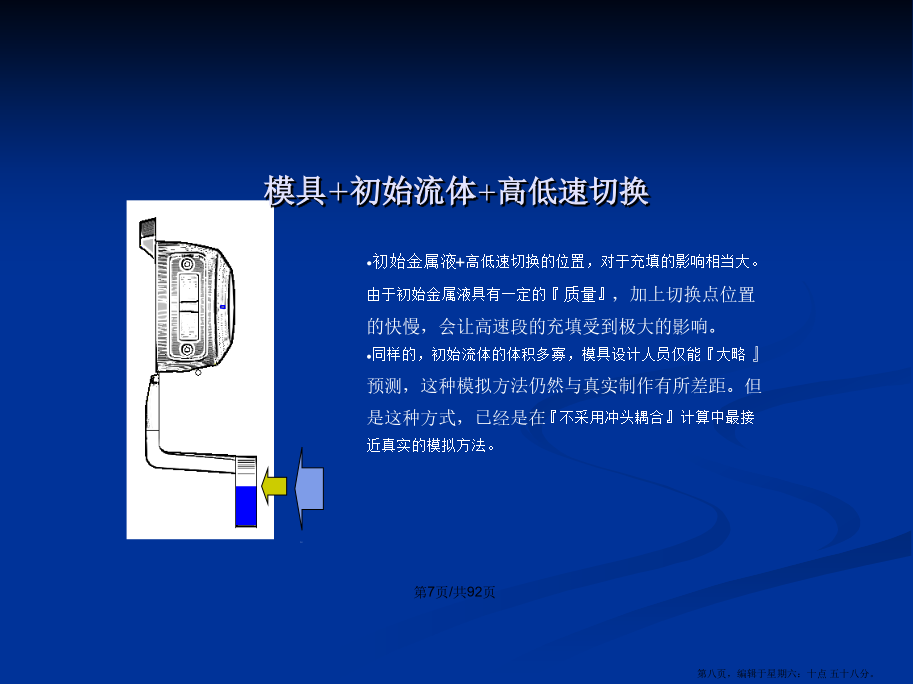
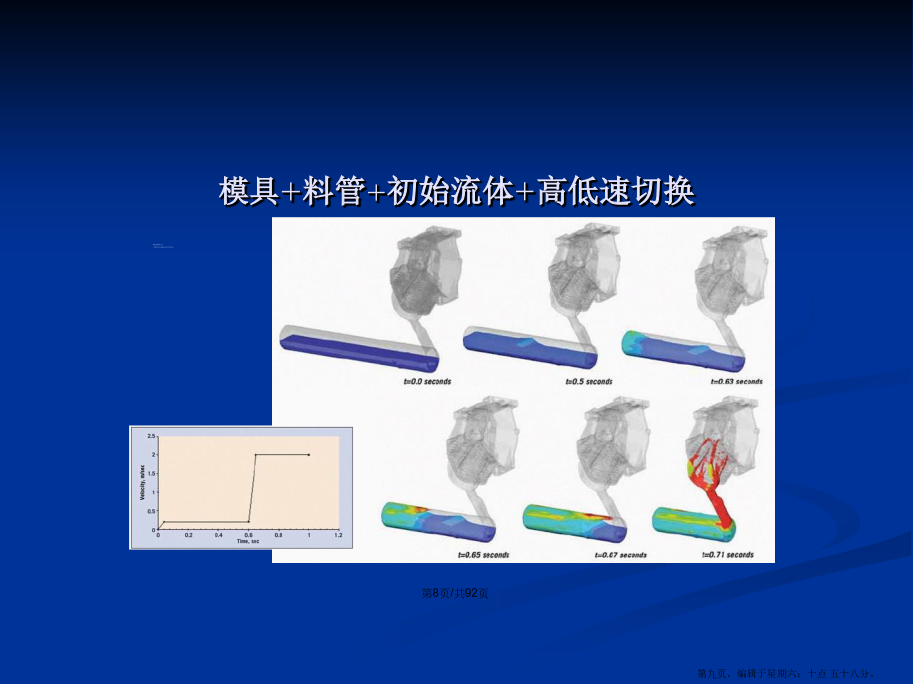
会计学如何选择高速压射起点1高速压射的起点选择充填模式模具+高速段充填模具+高低速切换模具+初始流体+高低速切换模具+料管+初始流体+高低速切换成型金属:ADC12成形金属温度:670℃模具材料:H-13初始模具温度均一:220℃模具+初始流体+高低速切换低速:0.3m/sec高速:2m/sec切换时刻:0.12sec分析流程1.项目建立2.模型建立模型建立步骤如下图格式与比例正确的图档载入会如同上图,图档的外侧会以半透明的外框标示,表示加载的对象为complement。正确的图档载入会如同上图,图档选择

铝合金轮圈压铸充型凝固过程模拟分析.docx
铝合金轮圈压铸充型凝固过程模拟分析铝合金轮圈压铸充型凝固过程模拟分析摘要:铝合金轮圈压铸是一种广泛应用的制造技术,旨在实现高强度、轻量化和高精度的产品。本文通过模拟分析铝合金轮圈的压铸充型凝固过程,研究了参数对产品质量和凝固速度的影响。结果表明,合理的浇注温度和压力能够提高充型效果和凝固时间。研究结论对优化轮圈压铸工艺具有重要意义。关键词:铝合金轮圈;压铸;充型凝固过程;模拟分析1.引言铝合金轮圈作为汽车零部件的一种重要组成部分,具有重量轻、强度高、耐腐蚀等优点,被广泛应用于汽车制造业。铝合金轮圈的制造工

镁合金压力充型与凝固过程的研究.docx
镁合金压力充型与凝固过程的研究镁合金是一种具有轻质、高强度、耐腐蚀性能的重要金属材料。然而,由于其在高温下易与氧气反应产生氧化镁,降低了合金的性能,因此对于镁合金的制备过程进行研究非常重要。本文将重点介绍镁合金压力充型与凝固过程的研究。首先,我们需要了解镁合金压力充型的过程。压力充型指的是通过加压将液态金属充入到负模中,以实现金属的形状成型。镁合金在压力充型过程中需要考虑其特殊性质,如低的液态表面张力、高的液态黏度和短的凝固范围等。研究表明,合理地选择充型温度和充型压力可以有效地控制镁合金的形变和缺陷形成

基于ansys的铸件充型凝固过程数值模拟.doc
分类号:TG115.25密级:天津理工大学研究生学位论文基于ANSYS的铸件充型凝固过程数值模拟(申请硕士学位)学科专业:机械设计及理论研究方向:强度分析及现代设计方法作者姓名:金常忠指导教师:陈玲教授2011年1月ThesisSubmittedtoTianjinUniversityofTechnologyfortheMaster’sDegreeCastingMoldFillingProcessandSolidificationProcessSimulationByChangzhongJin

基于ansys的铸件充型凝固过程数值模拟.doc
分类号:TG115.25密级:天津理工大学研究生学位论文基于ANSYS的铸件充型凝固过程数值模拟(申请硕士学位)学科专业:机械设计及理论研究方向:强度分析及现代设计方法作者姓名:金常忠指导教师:陈玲教授2011年1月ThesisSubmittedtoTianjinUniversityofTechnologyfortheMaster’sDegreeCastingMoldFillingProcessandSolidificationProcessSimulationByChangzhongJin