
G指令运用实例.ppt

15****92


1/10

2/10

3/10
4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共61页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

G指令运用实例.ppt
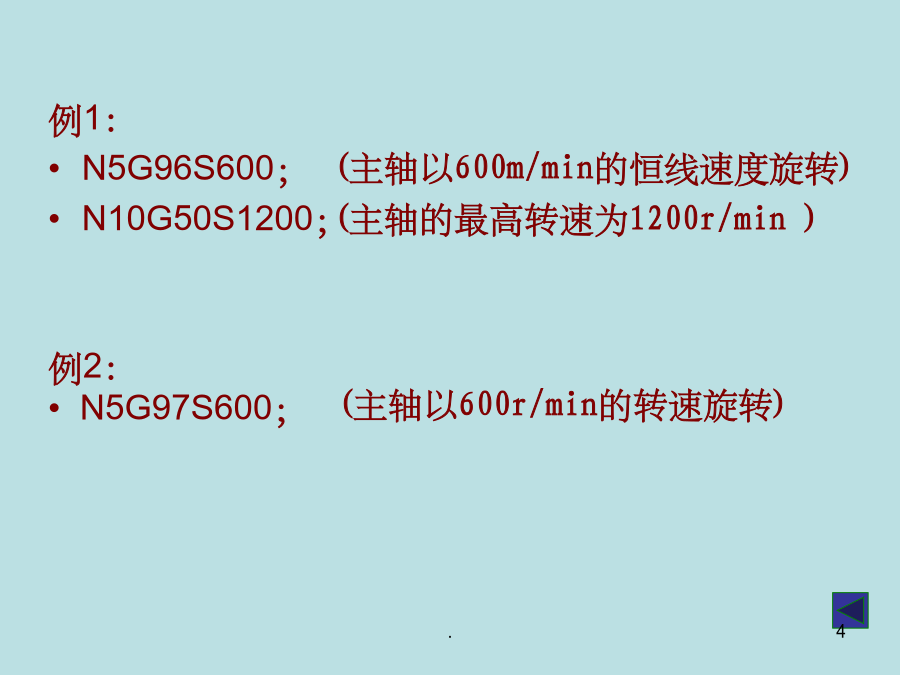
一、数控车床的用途回顾数控车床主要用来加工轴类零件的内外圆柱面,圆锥面、螺纹表面、成形回转体面等。对于盘类零件可以进行钻孔、扩孔、绞孔、镗孔等。机床还可以完成车端面、切槽、倒角等加工。二、数控车削指令车削程序结构与指令字格式与铣床相同。不再赘述指令列表1)主轴功能S控制主轴转速,其后的数值表示主轴速度,单位由G96、G97决定;2)G96S___表示主轴恒线速度旋转,S指定切削线速度,其后的数值单位为:米/每分钟(m/min)。常与G50S___连用,以限制主轴的最高转速。(G96恒线速度有效,G97取消

G指令运用实例ppt课件.ppt
一、数控车床的用途回顾数控车床主要用来加工轴类零件的内外圆柱面,圆锥面、螺纹表面、成形回转体面等。对于盘类零件可以进行钻孔、扩孔、绞孔、镗孔等。机床还可以完成车端面、切槽、倒角等加工。二、数控车削指令车削程序结构与指令字格式与铣床相同。不再赘述指令列表1)主轴功能S控制主轴转速,其后的数值表示主轴速度,单位由G96、G97决定;2)G96S___表示主轴恒线速度旋转,S指定切削线速度,其后的数值单位为:米/每分钟(m/min)。常与G50S___连用,以限制主轴的最高转速。(G96恒线速度有效,G97取消

数控车G71-G70指令的编程加工实例.doc
G71,G70编程指令就是数控车最常用,也就是最方便得指令,一般零件得轮廓都可以用G71编程开粗程序,G70作为精加工程序,所以这两个指令也可以理解为兄弟指令。下面就举个简单得例子来解释下这两个指令得功能与用法.如上图就是一个直径稍大于52mm得圆柱棒,要车削得到上图得零件.对于这样得零件手工编程时用G71还就是比较方便得。程序如下:O0001:G0X99Z99;M3S800T0101;G0X60Z2;G71U1、5R0、5;G71P1Q2U0、5W0、1F150;N1G0X0;G1Z0;X18X26Z-

数控车G71-G70指令的编程加工实例.doc
G71,G70编程指令就是数控车最常用,也就是最方便得指令,一般零件得轮廓都可以用G71编程开粗程序,G70作为精加工程序,所以这两个指令也可以理解为兄弟指令。下面就举个简单得例子来解释下这两个指令得功能与用法.如上图就是一个直径稍大于52mm得圆柱棒,要车削得到上图得零件.对于这样得零件手工编程时用G71还就是比较方便得。程序如下:O0001:G0X99Z99;M3S800T0101;G0X60Z2;G71U1、5R0、5;G71P1Q2U0、5W0、1F150;N1G0X0;G1Z0;X18X26Z-

数控车G71_G70指令的编程加工实例.doc
G71,G70编程指令是数控车最常用,也是最方便的指令,一般零件的轮廓都可以用G71编程开粗程序,G70作为精加工程序,所以这两个指令也可以理解为兄弟指令。下面就举个简单的例子来解释下这两个指令的功能和用法。如上图是一个直径稍大于52mm的圆柱棒,要车削得到上图的零件。对于这样的零件手工编程时用G71还是比较方便的。程序如下:O0001:G0X99Z99;M3S800T0101;G0X60Z2;G71U1.5R0.5;G71P1Q2U0.5W0.1F150;N1G0X0;G1Z0;X18X26Z-8;Z-