
工装与夹具.ppt

sy****28

1/10

2/10

3/10

4/10

5/10

6/10
7/10
8/10
9/10

10/10
亲,该文档总共170页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

工装夹具.pdf
本发明提供了一种工装夹具,包括:固定座,固定座的第一端用于伸入待加工件的内孔,并与待加工件的内孔之间留有间隙;固定座的第二端背离第一端;胀紧套,与固定座可拆卸连接,胀紧套用于插入并夹紧在间隙内。通过将胀紧套插入整个间隙并胀紧在间隙内,使得位于间隙内的胀紧套各处均受固定座和待加工件内孔的挤压,使得胀紧套能够均匀胀紧,有利于待加工件的内孔各处均匀受力,确保胀紧套与待加工件内孔之间紧密贴合,确保工装夹具与待加工件内孔的配合长度,从而有利于保证待加工件的加工精度。
工装夹具.pdf
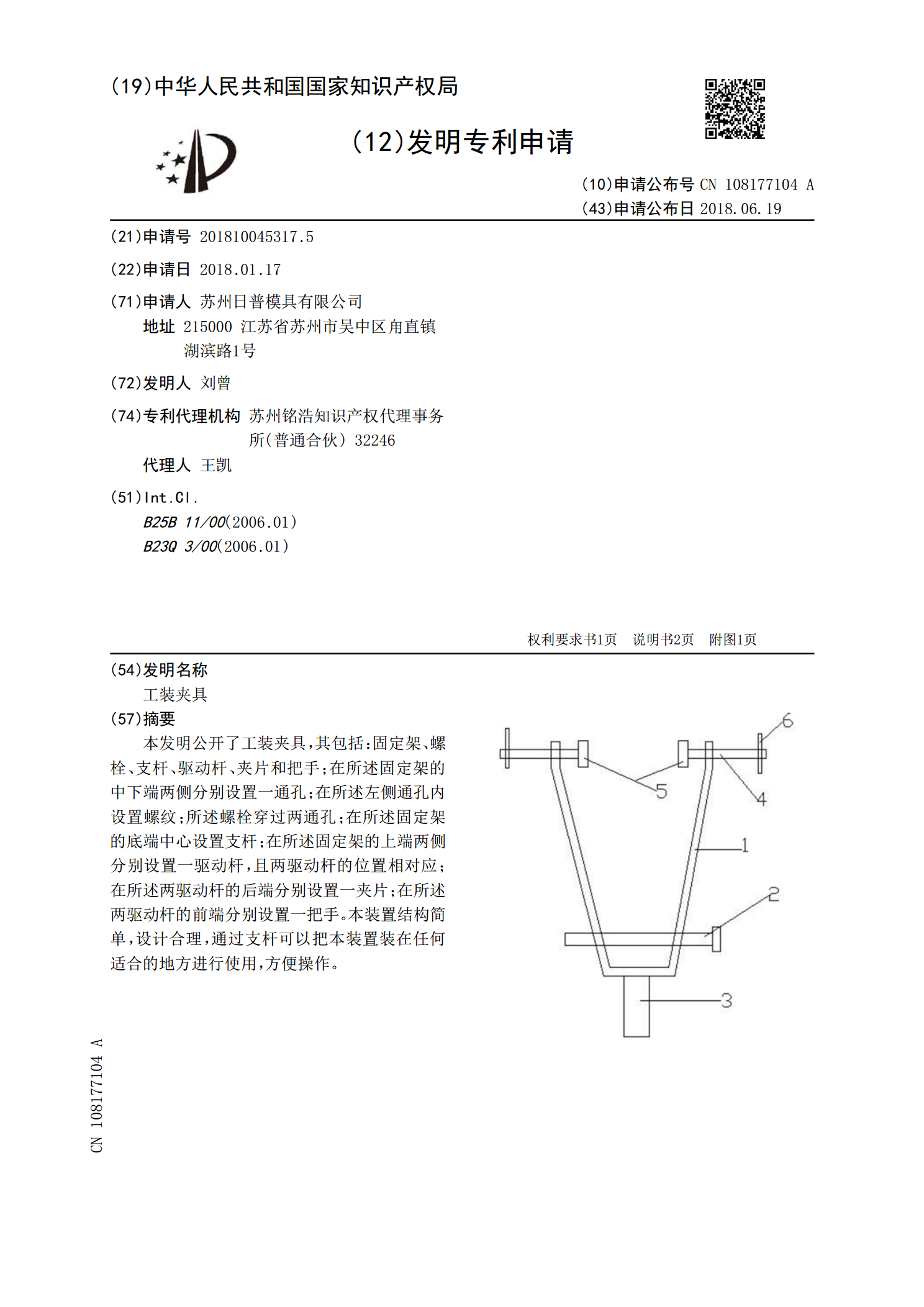
本发明公开了工装夹具,其包括:固定架、螺栓、支杆、驱动杆、夹片和把手;在所述固定架的中下端两侧分别设置一通孔;在所述左侧通孔内设置螺纹;所述螺栓穿过两通孔;在所述固定架的底端中心设置支杆;在所述固定架的上端两侧分别设置一驱动杆,且两驱动杆的位置相对应;在所述两驱动杆的后端分别设置一夹片;在所述两驱动杆的前端分别设置一把手。本装置结构简单,设计合理,通过支杆可以把本装置装在任何适合的地方进行使用,方便操作。

工装与夹具.ppt
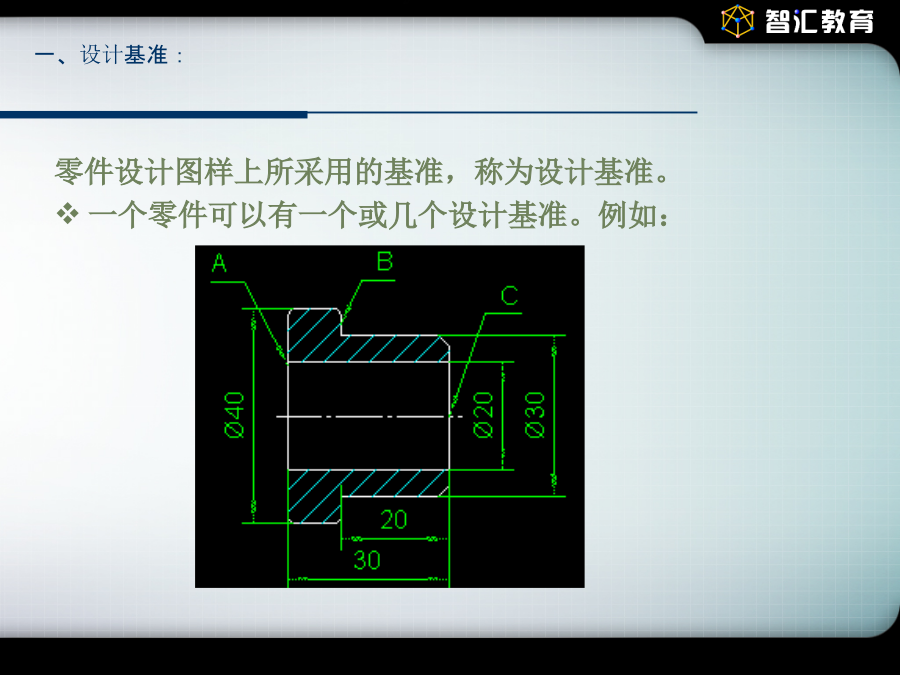
工装与夹具第一节基本概念铸造工艺过程锻造工艺过程机械加工工艺过程热处理工艺过程装配工艺过程……等等工艺规程:以文件形式确定下来的工艺过程称为工艺规程。1-2生产纲领与生产类型各种生产类型的划分基准:用来确定生产对象上几何要素间的几何关系所依据的那些几何要素称为基准。基准为点、线、面等几何要素。基准分为设计基准和工艺基准两类。零件设计图样上所采用的基准,称为设计基准。一个零件可以有一个或几个设计基准。例如:二、工艺基准:在工序图上,用来确定本工序所加工表面加工后的尺寸、位置的基准称为工序基准。工序基准可以采
工装夹具.pdf
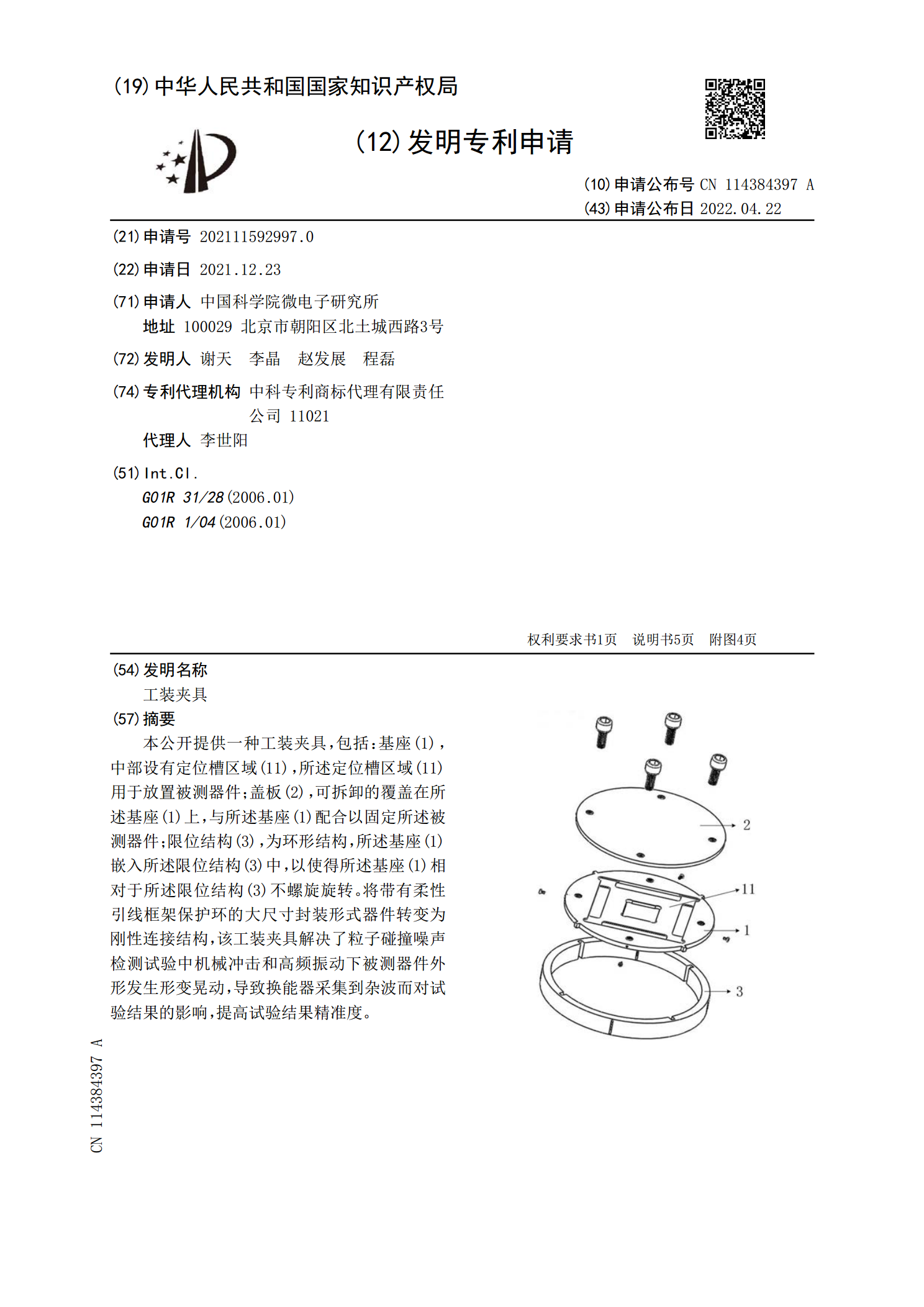
本公开提供一种工装夹具,包括:基座(1),中部设有定位槽区域(11),所述定位槽区域(11)用于放置被测器件;盖板(2),可拆卸的覆盖在所述基座(1)上,与所述基座(1)配合以固定所述被测器件;限位结构(3),为环形结构,所述基座(1)嵌入所述限位结构(3)中,以使得所述基座(1)相对于所述限位结构(3)不螺旋旋转。将带有柔性引线框架保护环的大尺寸封装形式器件转变为刚性连接结构,该工装夹具解决了粒子碰撞噪声检测试验中机械冲击和高频振动下被测器件外形发生形变晃动,导致换能器采集到杂波而对试验结果的影响,提高

工装夹具及夹具旋转装置.pdf
本发明提供一种工装夹具及夹具旋转装置,通过夹具角度接口的轴向移动,可使外齿与内齿相啮合或相分离,进而当外齿与内齿相啮合时,夹具角度接口相对于夹具底座的周向自由度被限定,而当外齿与内齿相分离时,能够自由调整夹具角度接口相对于夹具底座的周向角度。如此配置,夹具角度接口相对于夹具底座的周向角度可通过调整外齿与内齿的相对啮合位置进行调整,可自由调整的范围大。另外,夹具角度接口与夹具底座两者通过齿啮合连接,定位精度高且稳定。此外,在更换需求角度时,不需要拆卸工装,仅通过夹具角度接口的轴向移动即可实现快速调整加工角度