
熔化极气体保护焊熔滴过渡控制策略研究与应用的中期报告.docx

快乐****蜜蜂


1/2

2/2
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

熔化极气体保护焊熔滴过渡控制策略研究与应用的中期报告.docx
熔化极气体保护焊熔滴过渡控制策略研究与应用的中期报告本研究旨在探索熔化极气体保护焊中熔滴过渡控制策略的研究与应用。经过前期的文献调研和实验探索,取得了一定的进展。一、研究背景和意义熔化极气体保护焊是一种广泛应用于石化、电力、造船、机械制造等领域的焊接技术。在实践应用中,熔化极气体保护焊的焊缝质量往往受到熔滴过渡控制的影响。因此,研究熔滴过渡控制策略对于改进熔化极气体保护焊的焊接质量具有重要意义。二、前期研究进展1.文献调研通过对相关文献的调研,发现熔滴过渡控制策略的研究主要集中在以下几个方向:焊丝送丝速度

熔化极气体保护焊熔滴过渡控制策略研究与应用的任务书.docx
熔化极气体保护焊熔滴过渡控制策略研究与应用的任务书任务书一、任务背景熔化极气体保护焊(GMAW)是一种常用于工业制造中的焊接方法,这种焊接方法可以通过在焊接材料和电极之间注入惰性气体来创建一种保护性气氛,以保护焊料免受氧化和污染。虽然熔化极气体保护焊已经取得很大的成功,但是熔滴的过渡过程中仍会出现一些问题,例如熔滴的大小和形状不均匀、喷溅和气洞等现象。因此,本研究旨在对熔化极气体保护焊熔滴过渡过程进行研究,探讨如何通过控制熔滴大小和形状来解决熔滴的不均匀性、喷溅和气洞等问题。二、研究目的本研究的主要目的是

熔化极气体保护焊的熔滴过渡形式.docx
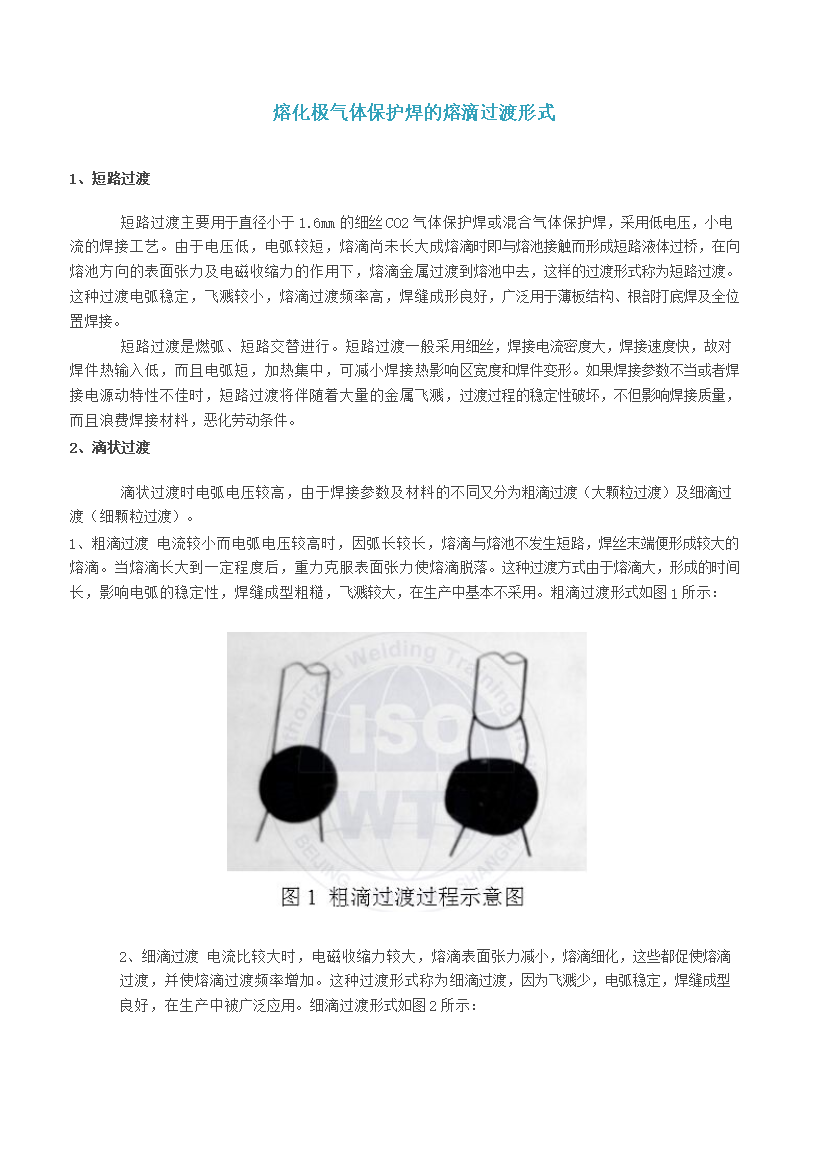
熔化极气体保护焊的熔滴过渡形式1、短路过渡短路过渡主要用于直径小于1.6mm的细丝CO2气体保护焊或混合气体保护焊,采用低电压,小电流的焊接工艺。由于电压低,电弧较短,熔滴尚未长大成熔滴时即与熔池接触而形成短路液体过桥,在向熔池方向的表面张力及电磁收缩力的作用下,熔滴金属过渡到熔池中去,这样的过渡形式称为短路过渡。这种过渡电弧稳定,飞溅较小,熔滴过渡频率高,焊缝成形良好,广泛用于薄板结构、根部打底焊及全位置焊接。短路过渡是燃弧、短路交替进行。短路过渡一般采用细丝,焊接电流密度大,焊接速度快,故对焊件热输入
熔化极气体保护焊的熔滴过渡形式.docx
熔化极气体保护焊的熔滴过渡形式1、短路过渡短路过渡主要用于直径小于1.6mm的细丝CO2气体保护焊或混合气体保护焊,采用低电压,小电流的焊接工艺。由于电压低,电弧较短,熔滴尚未长大成熔滴时即与熔池接触而形成短路液体过桥,在向熔池方向的表面张力及电磁收缩力的作用下,熔滴金属过渡到熔池中去,这样的过渡形式称为短路过渡。这种过渡电弧稳定,飞溅较小,熔滴过渡频率高,焊缝成形良好,广泛用于薄板结构、根部打底焊及全位置焊接。短路过渡是燃弧、短路交替进行。短路过渡一般采用细丝,焊接电流密度大,焊接速度快,故对焊件热输入

高强钢熔化极气体保护焊电弧特性及熔滴过渡的研究的任务书.docx
高强钢熔化极气体保护焊电弧特性及熔滴过渡的研究的任务书任务书1.研究背景高强钢是指抗拉强度超过500MPa的钢材。随着工业技术的发展,高强钢在汽车、航天、船舶、桥梁等领域得到了广泛应用。高强钢具有良好的力学性能,但由于其化学成分多样且含有大量的合金元素,使其焊接困难且易产生裂缝或其他质量问题。因此,急需探究高强钢的焊接特性和机理,以解决高强钢焊接问题,提高高强钢的加工质量和生产效率,推动高强钢在各领域的应用。2.研究目的本研究旨在探究高强钢熔化极气体保护焊中的电弧特性及熔滴过渡规律,并分析影响焊接质量的关