
热流道注塑模具的浇口阀针装置.pdf

星星****眨眼


1/10

2/10

3/10

4/10

5/10

6/10

7/10

8/10

9/10

10/10
亲,该文档总共12页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

热流道注塑模具的浇口阀针装置.pdf
本发明公开了一种热流道注塑模具的浇口阀针装置,特别是浇口对型腔表面按一定角度倾斜,将分流板侧流道的熔融树脂向型腔侧引入的熔融树脂通路与阀针孔型成的喷嘴部插入设置在固定板上,所述浇口入口与所述熔融树脂通路出口在所述阀针孔的内侧壁开放的热流道注塑模具中,在所述阀针孔内的阀针根据第一活塞的上下升降运动而做上下升降运动,根据第二活塞的上下升降运动与凸针-凸针槽形成的凸轮机构做旋转运动并开闭所述倾斜的浇口。通过所述方式,本发明从浇口进入型腔内的熔融树脂对于型腔内的熔融树脂表面倾斜注入,因此型腔内部填充的熔融树脂表面
热流道注塑模具的浇口阀针动作装置.pdf
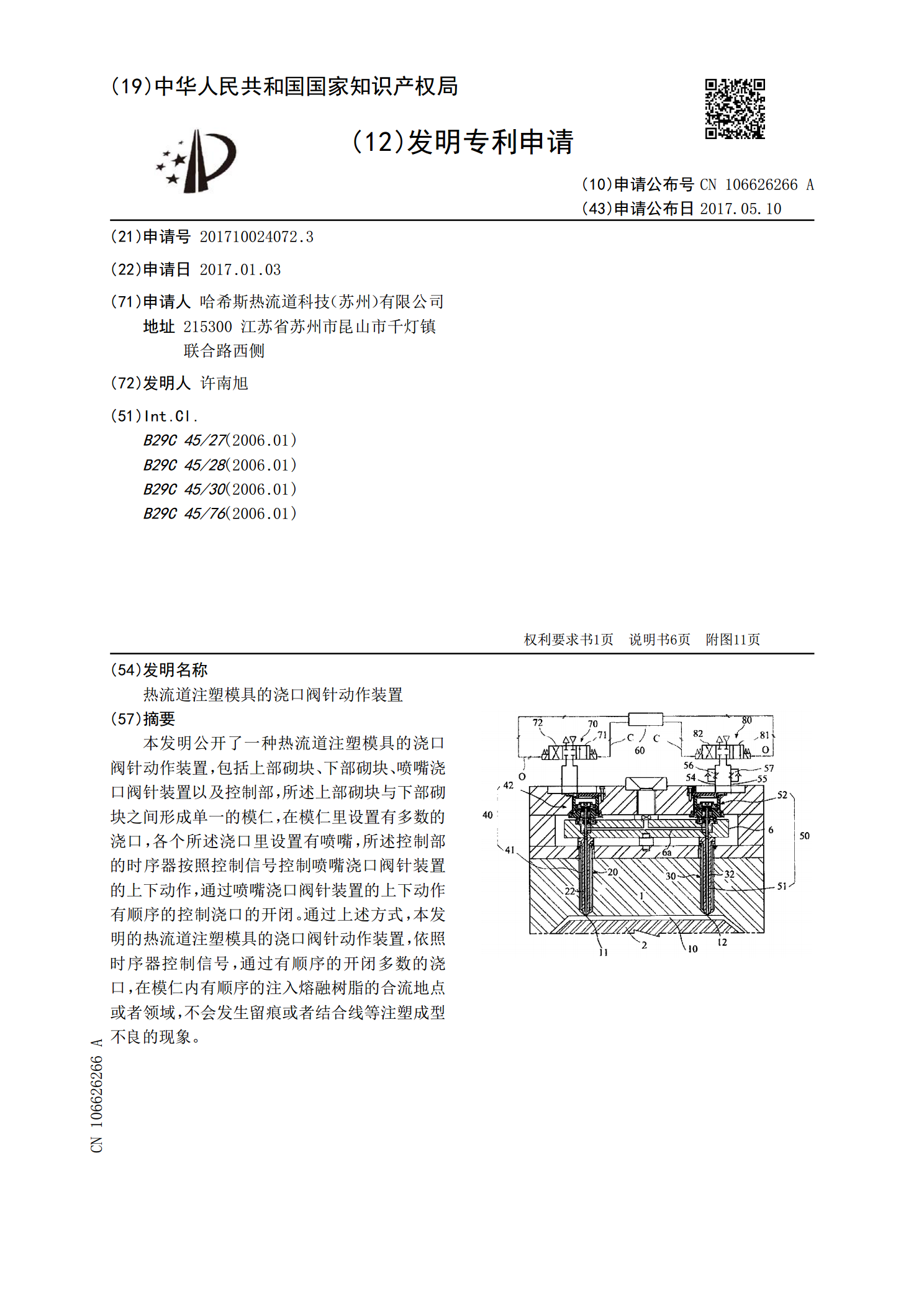
本发明公开了一种热流道注塑模具的浇口阀针动作装置,包括上部砌块、下部砌块、喷嘴浇口阀针装置以及控制部,所述上部砌块与下部砌块之间形成单一的模仁,在模仁里设置有多数的浇口,各个所述浇口里设置有喷嘴,所述控制部的时序器按照控制信号控制喷嘴浇口阀针装置的上下动作,通过喷嘴浇口阀针装置的上下动作有顺序的控制浇口的开闭。通过上述方式,本发明的热流道注塑模具的浇口阀针动作装置,依照时序器控制信号,通过有顺序的开闭多数的浇口,在模仁内有顺序的注入熔融树脂的合流地点或者领域,不会发生留痕或者结合线等注塑成型不良的现象。
针阀式热流道模具针阀浇口的加工方法.pdf
针阀式热流道模具针阀浇口的加工方法,包括:1)利用大角度的小径球头锥度刀,通过加长杆对构成针阀浇口的阀针锥度孔进行粗加工,所述小径球头锥度刀的锥度为所加工锥度孔角度的1/2到1/3;所述粗加工余量SA标准为:SA=(阀针锥度孔下口直径-小径球头锥度刀刃口直径)/2-0.2~0.3mm;2)利用小径球头锥度刀进行二次粗等高回旋加工,留加工余量SA为0.15-0.20mm;3)利用小径球头锥度刀作回旋切削锥孔,留SA=0.03-0.08mm;4)利用小径球头锥度刀作精加工,回旋切削锥孔。根据本发明,可以钻穿锥

注塑热流道内针阀的提取装置.pdf
本发明属于注塑模具领域,具体是中从注塑模具中取出针阀的注塑热流道内针阀的提取装置。它包括底座和顶梁,底座和顶梁之间的两侧设置有导向柱,导向柱之间设置有滑动座,底座上端设置有行程控制部件,该行程控制部件与滑动座固定连接,滑动座上设置有电机,电机下端设置有螺杆,该螺杆可伸出底座上设置的通孔。本发明的优点是操作简单,结构紧凑,通过螺杆与针阀的螺纹连接,可以轻松的将针阀从模具中取出。

热流道模具浇口等的设计.ppt
专业知识一、热流道系统供应商简介(7)韩国柳道(YUDO)建立于1980年,是国际知名的热流道系统生产厂家,主要产品有:分流板、热嘴、温控器、时间控制器等。二、绝热式热流道塑料注射模具C、井坑式喷嘴的改进:防主流杯中熔体凝固过量,使浇口堵塞2.2、多型腔绝热流道模具拆开清理模具半绝热式点浇口型绝热流道模具三、加热式热流道塑料注射模具3.1.1、单型腔延伸式喷嘴模具特点:喷嘴与浇口衬套间,浇口衬套与模具型腔板间除必要的定位面外,均留出1mm间隙,起绝热作用;承压面A可防止喷嘴顶坏浇口衬套;浇口尺寸φ0.75