
一种难变形高温合金铸锭的挤压开坯方法.pdf

努力****恨风


1/7

2/7

3/7

4/7

5/7

6/7

7/7
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料
一种难变形高温合金铸锭的挤压开坯方法.pdf
本发明属于先进材料加工制造领域,涉及一种难变形高温合金铸锭的挤压开坯方法。本发明方法包括如下步骤,挤压包套设计及制备;难变形高温合金铸锭包套;喷涂润滑剂;难变形合金铸锭阶梯式均匀化热处理;坯料转运;控速热挤压;细晶棒材缓冷与机加工。本发明充分利用热挤压工艺的优点,提出了一种难变形高温合金细晶均质棒材的制备工艺,锻造成高性能涡轮盘,满足低成本难变形高温合金涡轮盘在航空发动机、小型燃气轮机等中的应用需求。
一种涡轮盘高温合金铸锭的挤压开坯方法.pdf
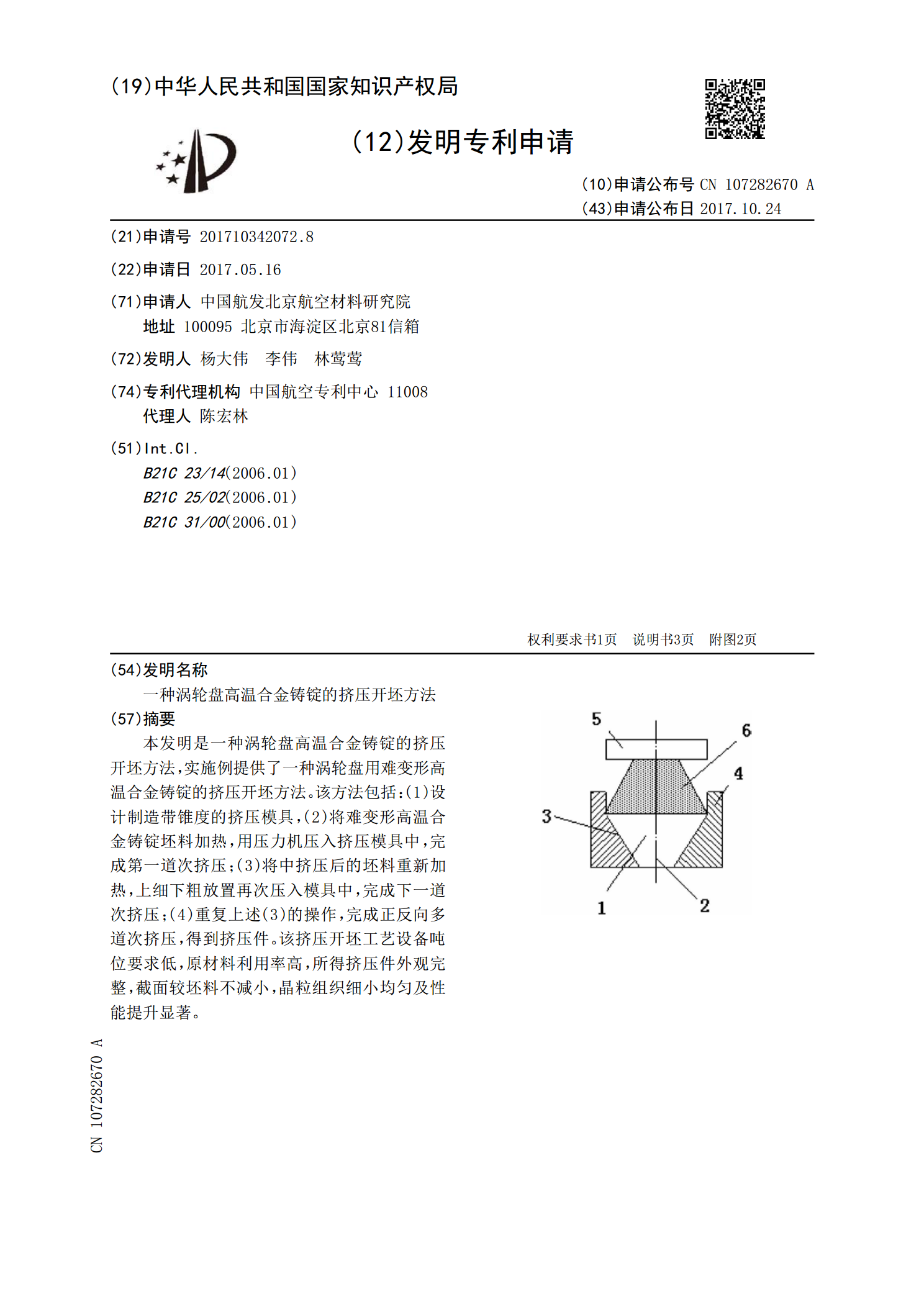
本发明是一种涡轮盘高温合金铸锭的挤压开坯方法,实施例提供了一种涡轮盘用难变形高温合金铸锭的挤压开坯方法。该方法包括:(1)设计制造带锥度的挤压模具,(2)将难变形高温合金铸锭坯料加热,用压力机压入挤压模具中,完成第一道次挤压;(3)将中挤压后的坯料重新加热,上细下粗放置再次压入模具中,完成下一道次挤压;(4)重复上述(3)的操作,完成正反向多道次挤压,得到挤压件。该挤压开坯工艺设备吨位要求低,原材料利用率高,所得挤压件外观完整,截面较坯料不减小,晶粒组织细小均匀及性能提升显著。
一种难变形高温合金GH4141合金铸锭制备方法.pdf
本发明公开了一种难变形高温合金GH4141合金铸锭制备方法,具体通过原材料的选取及分类,按照GH4141合金的成分要求,称取基体合金料、合金化料、微合金化料装入真空感应炉,通过熔化、精炼和浇注得到真空感应铸锭。其主要特点在于,采用合理的加料顺序、熔化温度及时间、精炼温度及时间、电磁搅拌时间可以最大幅度降低合金中的气体O、N含量,采用合理的加料顺序、预热温度、浇注温度可以得到成分均匀且致密度较好的真空感应铸锭。
一种难变形高温合金GH4065A合金铸锭制备方法.pdf
本发明公开了一种难变形高温合金GH4065A合金铸锭制备方法,具体通过原材料的选取及分类,按照GH4065A合金的成分要求,称取基体合金料、合金化料、微合金化料装入真空感应炉,通过熔化、精炼和浇注得到真空感应铸锭。其主要特点在于,采用合理的加料顺序、熔化温度及时间、精炼温度及时间、电磁搅拌时间可以最大幅度降低合金中的气体O、N含量,采用合理的加料顺序、预热温度、浇注温度可以得到成分均匀且致密度较好的真空感应铸锭。
一种变形高温合金铸锭的制备方法.pdf
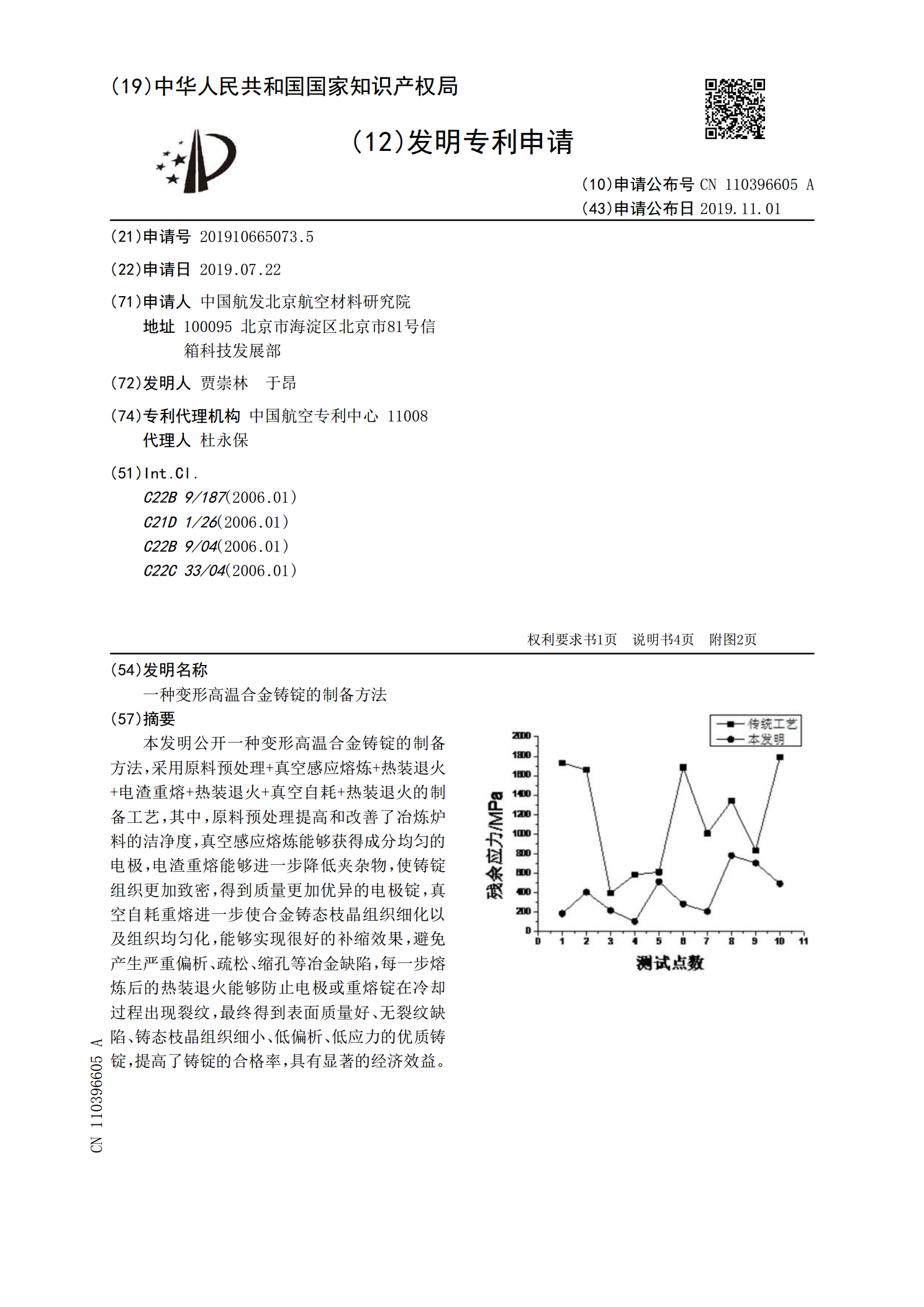
本发明公开一种变形高温合金铸锭的制备方法,采用原料预处理+真空感应熔炼+热装退火+电渣重熔+热装退火+真空自耗+热装退火的制备工艺,其中,原料预处理提高和改善了冶炼炉料的洁净度,真空感应熔炼能够获得成分均匀的电极,电渣重熔能够进一步降低夹杂物,使铸锭组织更加致密,得到质量更加优异的电极锭,真空自耗重熔进一步使合金铸态枝晶组织细化以及组织均匀化,能够实现很好的补缩效果,避免产生严重偏析、疏松、缩孔等冶金缺陷,每一步熔炼后的热装退火能够防止电极或重熔锭在冷却过程出现裂纹,最终得到表面质量好、无裂纹缺陷、铸态枝