
等离子弧焊接.ppt

sy****28

1/10

2/10

3/10
4/10
5/10
6/10
7/10

8/10
9/10

10/10
亲,该文档总共33页,到这已经超出免费预览范围,如果喜欢就直接下载吧~
相关资料

等离子弧焊接.ppt
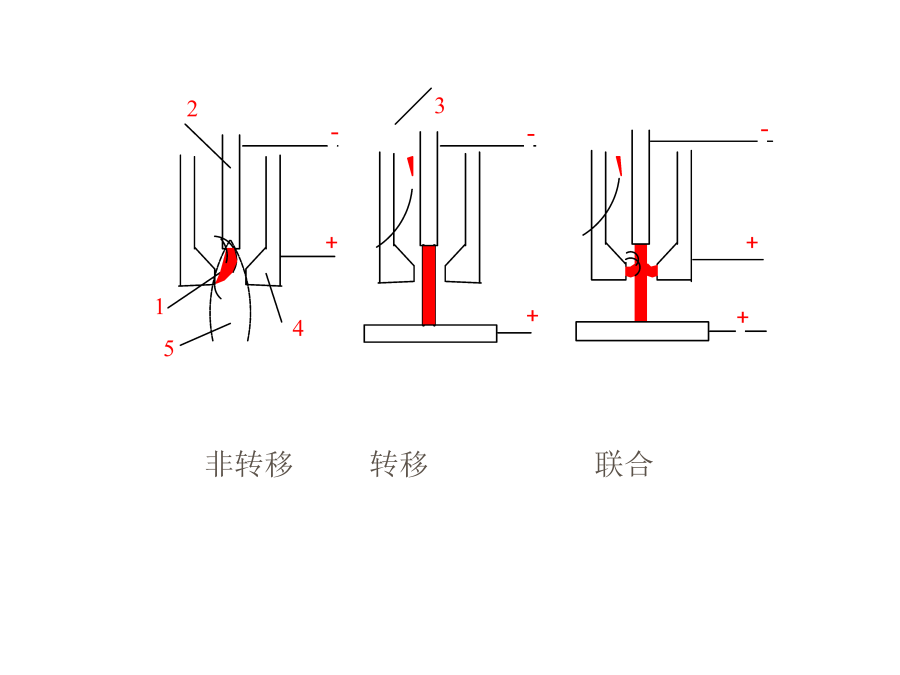
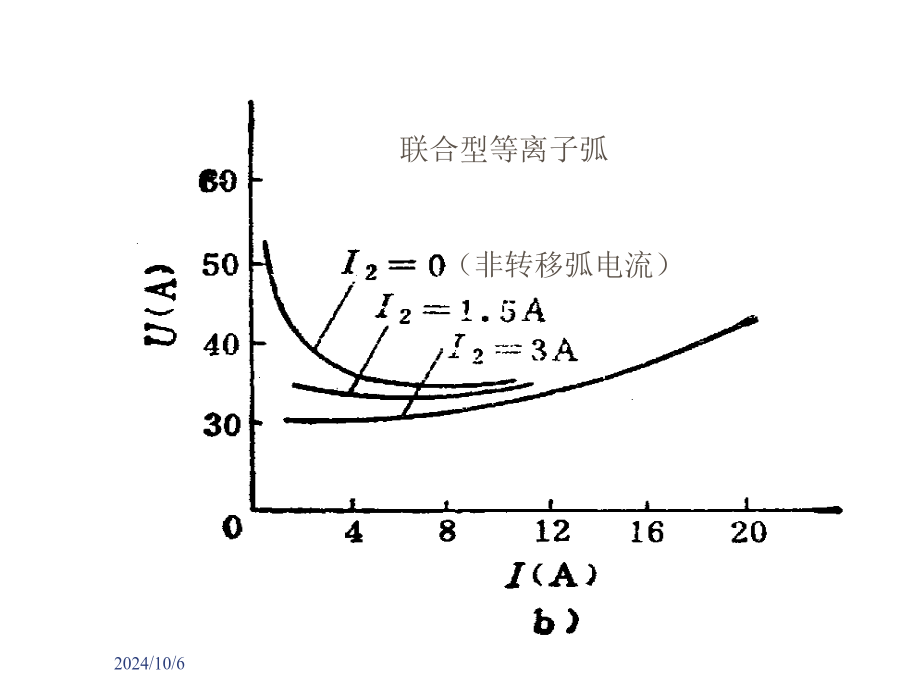
第六章等离子弧焊接§6-1等离子弧特性及其发生器二、等离子弧的分类(一)非转移型电弧非转移型电弧燃烧在钨极与喷嘴之间,焊接时电源正极接水冷铜喷嘴,负极接钨极,工件不接到焊接回路上;依靠高速喷出的等离子气将电弧带出,这种电弧适用于焊接或切割较薄的金属及非金属。(二)转移型电弧转移型电弧直接燃烧在钨极与工件之间,焊接时首先引燃钨极与喷嘴间的非转移弧,然后将电弧转移到钨极与工件之间;在工作状态下,喷嘴不接到焊接回路中。这种电弧用于焊接较厚的金属。(三)联合型电弧转移弧及非转移弧同时存在的电弧为联合型电弧。混合型

等离子弧焊接与切割.ppt
项目七等离子弧焊接与切割1.1等离子弧1.2等离子弧形成原理1.3.1温度高、能量密度大1.3.2等离子弧的挺度好、冲力大1.3等离子弧的特点一般的钨极氩弧焊,电流在10A以下时,很难稳定。而采用微束等离子弧,当电流小至0.1A时,等离子弧仍可稳定燃烧。这些特性在用小电流焊接极薄焊件时特别有利。1.4等离子弧的类型及应用电源接于钨极和喷嘴之间,电弧是在钨极与喷嘴孔壁之间燃烧的,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。1.4.2转移型等离子弧采用转移弧工作时,等离子弧温度高、能量密度大,焊件上获得

等离子弧焊接与切割.ppt
项目七等离子弧焊接与切割1.1等离子弧1.2等离子弧形成原理1.3.1温度高、能量密度大1.3.2等离子弧的挺度好、冲力大1.3等离子弧的特点一般的钨极氩弧焊,电流在10A以下时,很难稳定。而采用微束等离子弧,当电流小至0.1A时,等离子弧仍可稳定燃烧。这些特性在用小电流焊接极薄焊件时特别有利。1.4等离子弧的类型及应用电源接于钨极和喷嘴之间,电弧是在钨极与喷嘴孔壁之间燃烧的,在离子气流压送下,弧焰从喷嘴中喷出,形成等离子焰。1.4.2转移型等离子弧采用转移弧工作时,等离子弧温度高、能量密度大,焊件上获得

浅谈等离子弧焊接技术.docx
浅谈等离子弧焊接技术摘要:等离子弧技术已经在国际上被广泛认可和采用尤其在焊接领域他的发展速度最快。Abstract:Plasmaarctechnologyhasbeenwidelyrecognizedandadoptedintheworldespeciallyinthefieldofwelding;itdevelopsrapidly.关键词:等离子弧焊接;焊接模式Keywords:plasmaa
浅谈等离子弧焊接技术.docx
浅谈等离子弧焊接技术摘要:等离子弧技术已经在国际上被广泛认可和采用尤其在焊接领域他的发展速度最快。Abstract:Plasmaarctechnologyhasbeenwidelyrecognizedandadoptedintheworldespeciallyinthefieldofwelding;itdevelopsrapidly.关键词:等离子弧焊接;焊接模式Keywords:plasmaa