
新型碗形轴承架铣槽设备.pdf

书錦****by


1/5

2/5

3/5

4/5

5/5
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

新型碗形轴承架铣槽设备.pdf
本发明公开了一种新型碗形轴承架铣槽设备,包括架座,所述架座上部的一面是一倾斜面,在该倾斜面装有滚轮装置;本发明具有定位容易、调整方便、省时省力、操作安全、效率高的优点。适合于对机械设备内锥面的母线油槽进行对位加工。
转轮铣槽设备.pdf
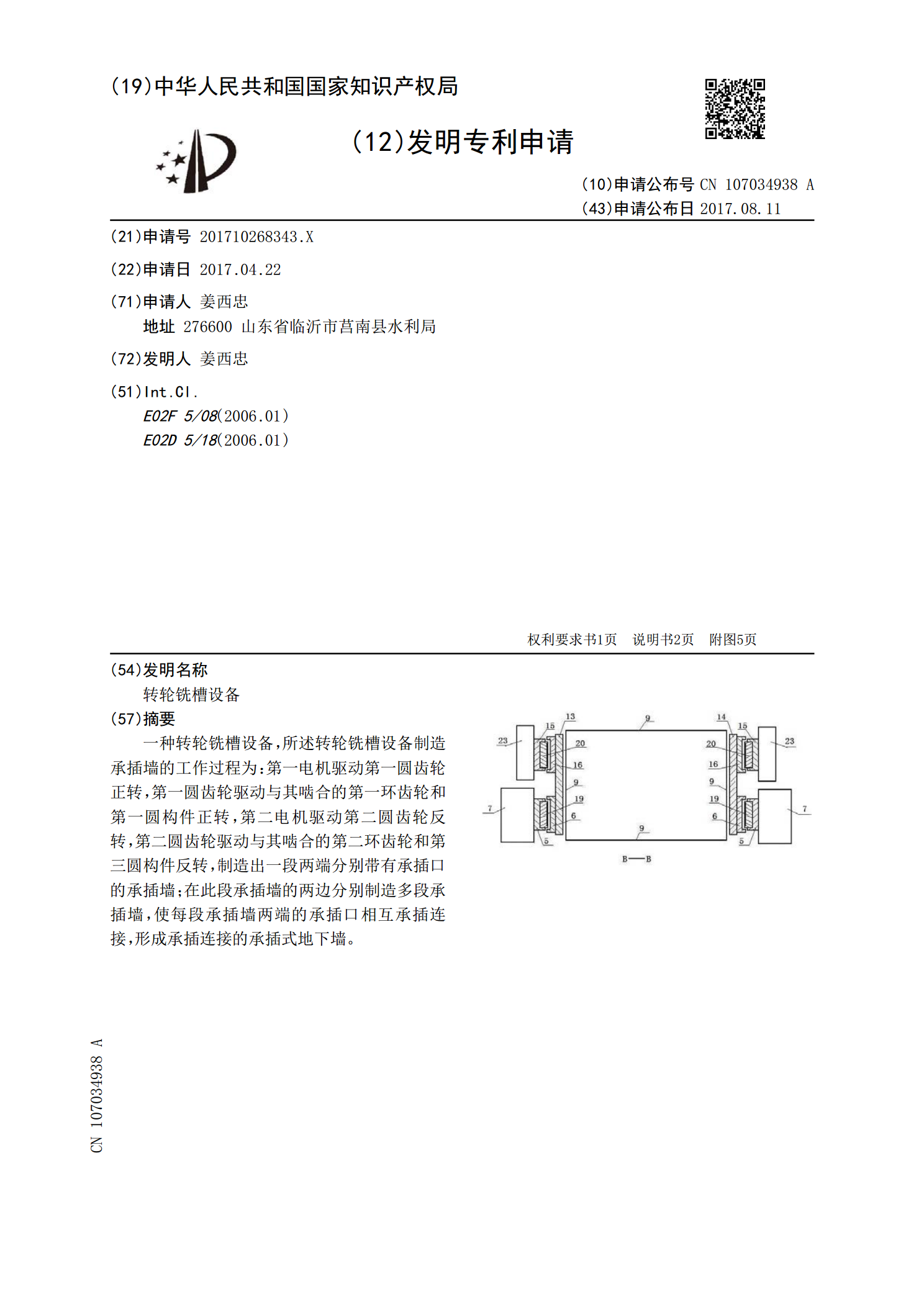
一种转轮铣槽设备,所述转轮铣槽设备制造承插墙的工作过程为:第一电机驱动第一圆齿轮正转,第一圆齿轮驱动与其啮合的第一环齿轮和第一圆构件正转,第二电机驱动第二圆齿轮反转,第二圆齿轮驱动与其啮合的第二环齿轮和第三圆构件反转,制造出一段两端分别带有承插口的承插墙;在此段承插墙的两边分别制造多段承插墙,使每段承插墙两端的承插口相互承插连接,形成承插连接的承插式地下墙。

用于铣轴承盖的轴瓦槽的夹紧夹具.pdf
本发明公开了一种用于铣轴承盖的轴瓦槽的夹紧夹具,包括:工作台,该工作台上设有定位机构;固定座,其设于所述工作台上,所述固定座上设有凹槽和导向滑道,所述凹槽内设有偏心轮;以及活动压块,其可活动的设于所述导向滑道上,所述活动压块上设有压紧件,所述压紧件上放置有工件,所述工件位于所述定位机构和所述压紧件之间,并对应铣刀设置;其中,当转动所述偏心轮时,驱动所述活动压块在所述导向滑道上运动,压紧所述工件。本发明的用于铣轴承盖的轴瓦槽的夹紧夹具,其设计合理,结构紧凑,使用方便可靠,装夹快速,提高了生产效率。
铣槽机导向装置、铣槽机以及铣槽机导向方法.pdf
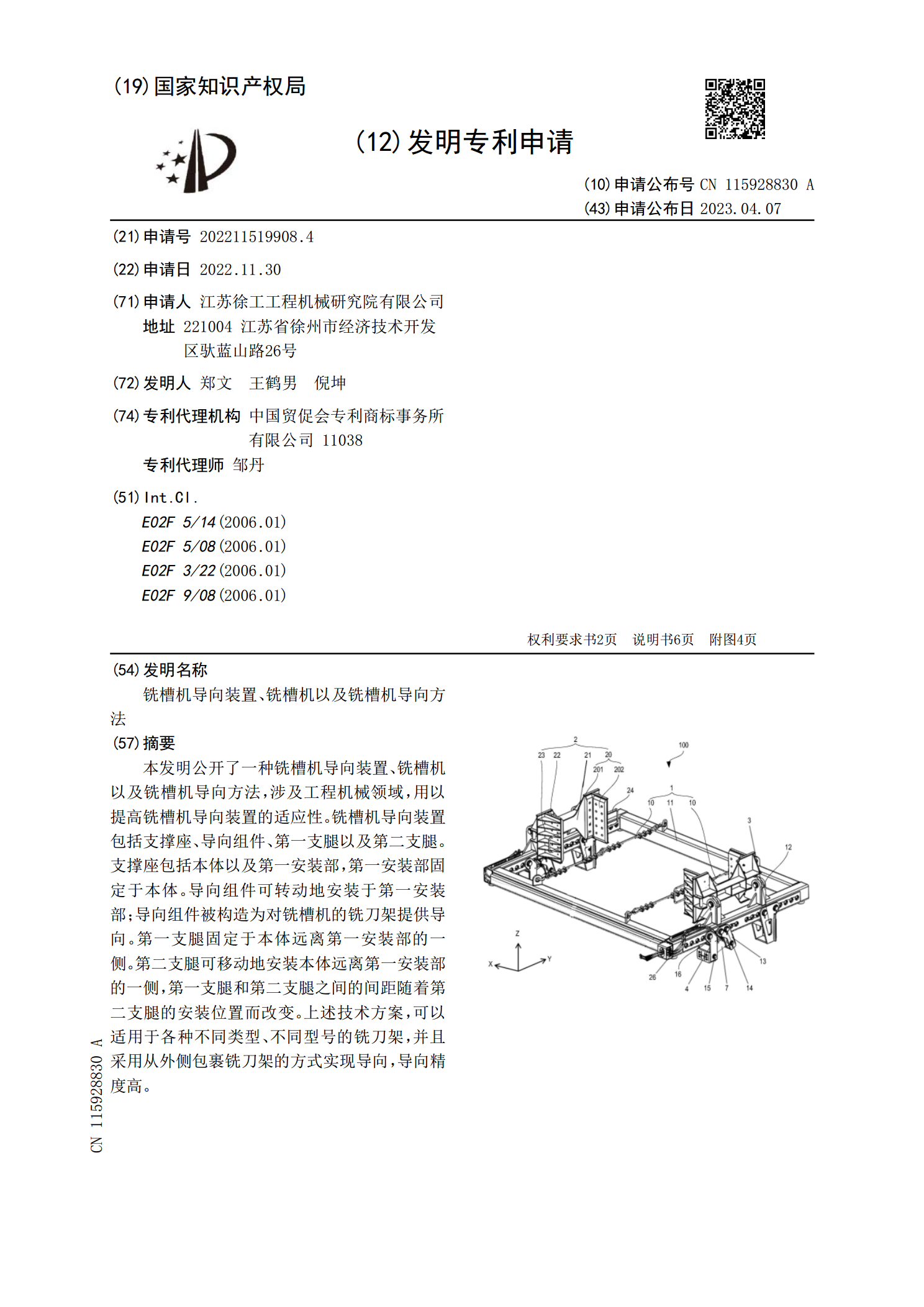
本发明公开了一种铣槽机导向装置、铣槽机以及铣槽机导向方法,涉及工程机械领域,用以提高铣槽机导向装置的适应性。铣槽机导向装置包括支撑座、导向组件、第一支腿以及第二支腿。支撑座包括本体以及第一安装部,第一安装部固定于本体。导向组件可转动地安装于第一安装部;导向组件被构造为对铣槽机的铣刀架提供导向。第一支腿固定于本体远离第一安装部的一侧。第二支腿可移动地安装本体远离第一安装部的一侧,第一支腿和第二支腿之间的间距随着第二支腿的安装位置而改变。上述技术方案,可以适用于各种不同类型、不同型号的铣刀架,并且采用从外侧包

一种新型晾碗架.pdf
本发明属于日常用品领域,具体提供了一种新型晾碗架,其包括右挡板,左挡板,背板,底板,隔板和钉挂部,所述隔板可移动,在其与背板接触面的上下两端分别装设有两个滑轮,位于背板上下两端的滑槽内,且该滑槽一端还设有一弹簧,在隔板与底板前沿接触端也设有一滑轮,位于底板上凸起的滑槽内,底板下还有一集水盒,其上连有一排水管,解决了现有技术中晾碗架不具有位置调节和集水功能的问题,其上每个隔板间空间不受限制,可随意调整每个大小,从而适应不同厚度的碗碟需求,凹槽内的弹簧可以自动将隔板推到适当位置,将碗碟卡住,避免其松动甚至掉落