
压装机.pdf

森林****io


1/8

2/8

3/8

4/8

5/8

6/8
7/8

8/8
在线预览结束,喜欢就下载吧,查找使用更方便
相关资料

压装机.pdf
本发明涉及机器零件制造领域,具体是一种用来对管状材料进行加工的压装机,本发明能自动地将轴承压装在齿轮箱的轴承孔中,自动化程度高,工人的劳动强度低,由于设置了上、下压盘及圆柱弹簧等部件,这样就能使轴承压装盘与轴承柔性接触,从而防止损伤轴承;同时,上、下压盘及圆柱弹簧与铰接块、铰接销轴相配合,可以使轴承压装盘始终处于水平状态,这样就能防止压装时将轴承压偏,进而有效保证轴承与轴承孔的同心度,且本发明结构简单,易于实施,具有很好的适用性,而且,由于使用了气缸代替现有压装机中的转盘,大大节约了时间,提高了压制的精确

桂皮压装机.pdf
本发明涉及一种香料生产设备,具体为桂皮压装机。桂皮压装机,包括碾压辊,还包括一对安装盘,所述的安装盘通过轴安装在碾压辊两端;还包括立柱和横杆;所述的立柱和横杆分别通过连杆安装在安装盘上,所述的立柱位于碾压辊上方,横杆位于碾压辊的一侧,横杆另一端连接滚轮,滚轮在水平的固定导轨上移动;立柱顶部连接齿轮,齿轮和齿轮条啮合。本发明提供的桂皮压装机,使用简单方便,适用于小剂量的桂皮碾压,并且可以调节碾压力度。

从动齿轮压装机.pdf
一种从动齿轮压装机,包括双C型立柱机架、主油缸总成、辅助油缸、移动工作台及移动油缸、液压系统、电控系统,其特征是:所述的双C型立柱机架呈一高一矮相联并立,高矮立柱机架的上面伸出部各内置一套主油缸总成,油缸活塞杆端部安装有弹性压头顶尖,机架底座内设有一辅助油缸,与高立柱主油缸总成垂直对应,双C型立柱机架底座上设有两组移动工作台并与移动油缸相联,两组工作台水平错位排列,在C型立柱机架底座下端用于测量的油缸上装有位移传感器。本发明自动化程度高:整个压装和退卸过程都是通过电、液控制完成;压装精度高:通过中心孔定压
挡圈压装机.pdf
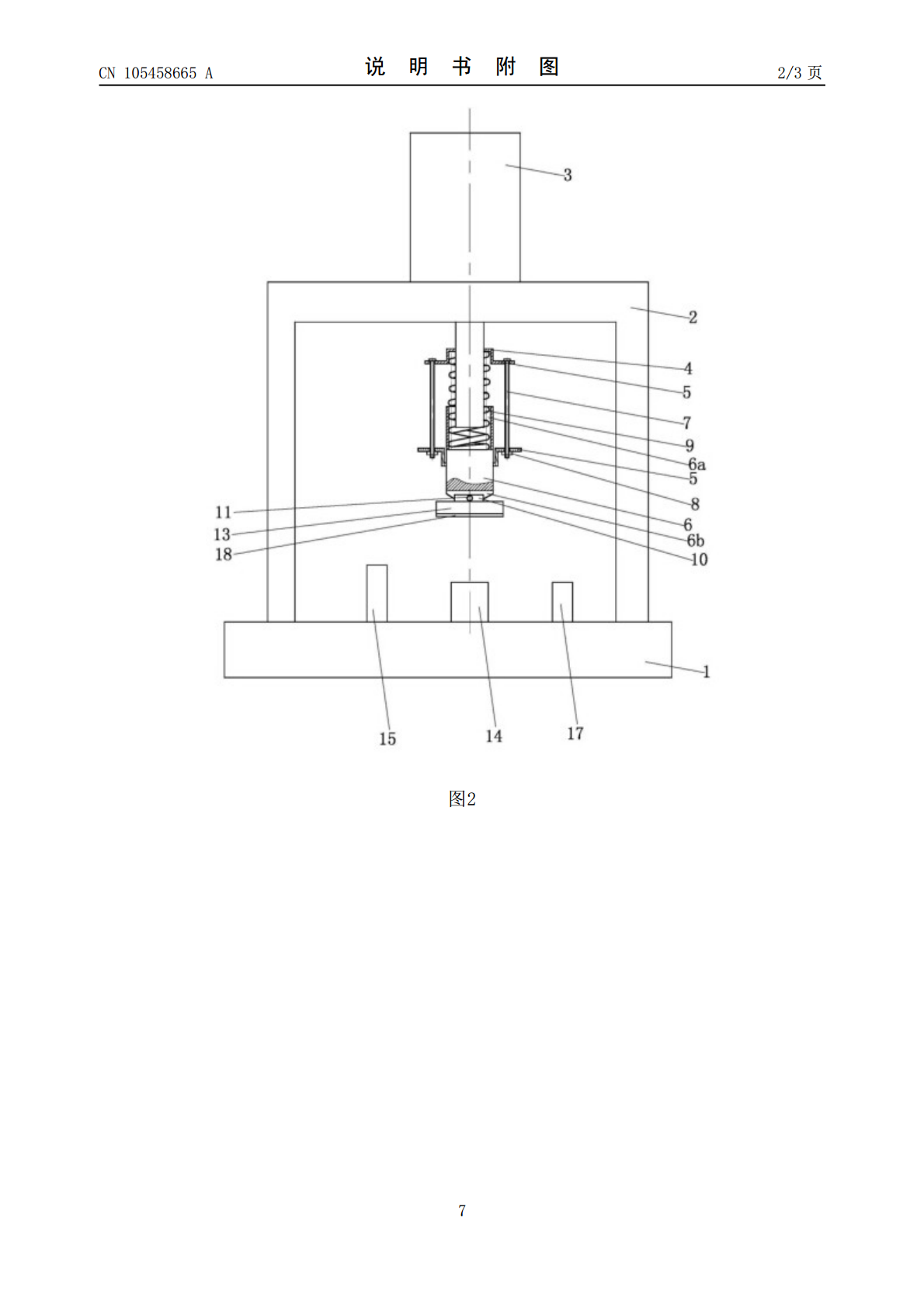
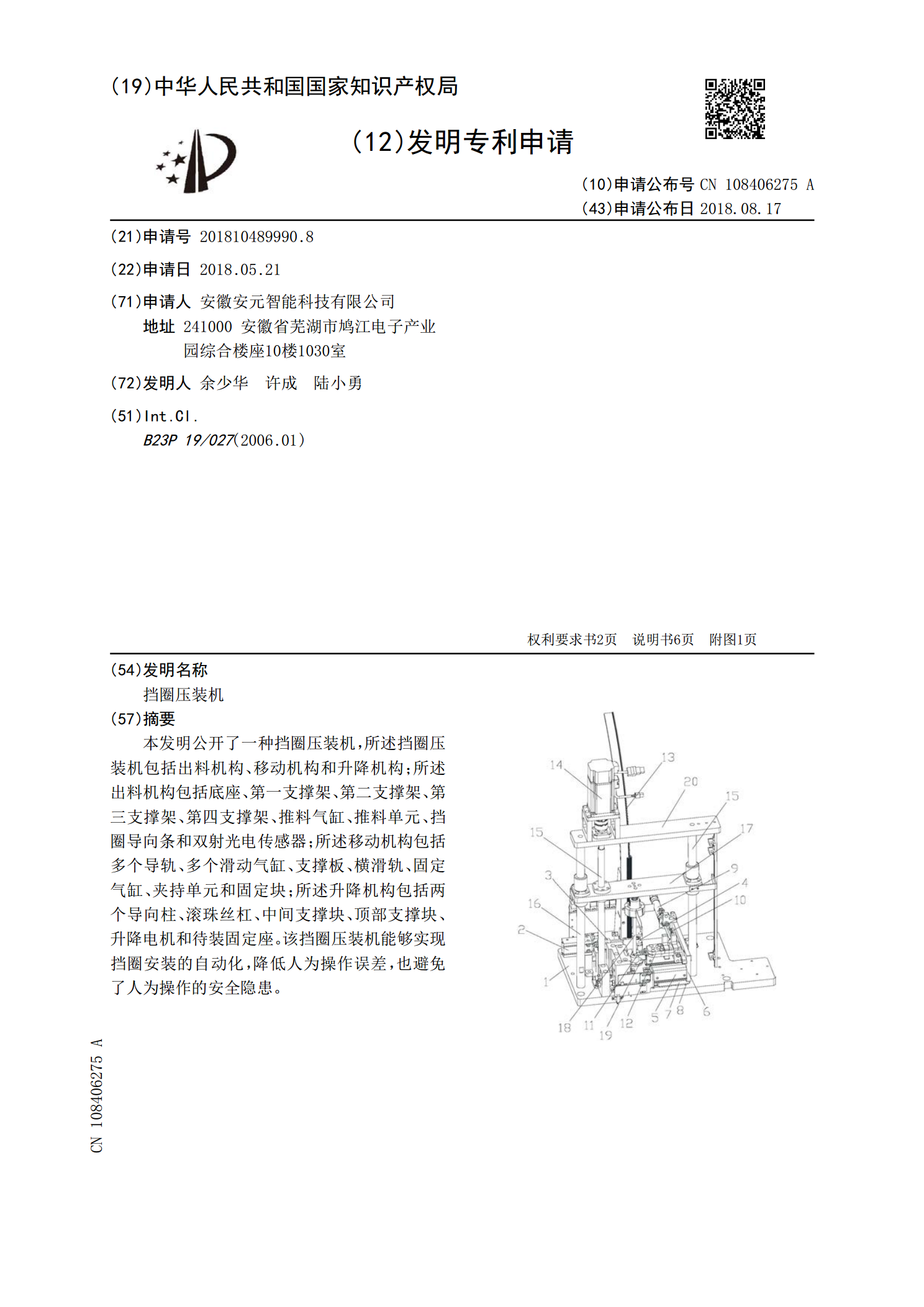
本发明公开了一种挡圈压装机,所述挡圈压装机包括出料机构、移动机构和升降机构;所述出料机构包括底座、第一支撑架、第二支撑架、第三支撑架、第四支撑架、推料气缸、推料单元、挡圈导向条和双射光电传感器;所述移动机构包括多个导轨、多个滑动气缸、支撑板、横滑轨、固定气缸、夹持单元和固定块;所述升降机构包括两个导向柱、滚珠丝杠、中间支撑块、顶部支撑块、升降电机和待装固定座。该挡圈压装机能够实现挡圈安装的自动化,降低人为操作误差,也避免了人为操作的安全隐患。

压装机检修工艺.doc
铁道车辆设备货车滚动轴承压装机检修工艺1范围本标准规定了STL-3、STL-3A型铁路货车滚动轴承压装机的检修项目、检修范围、检修质量标准和技术要求。本标准适用于STL-3、STL-3A型铁路货车滚动轴承压装机的的中修、小修。项修时该修理项目的检修质量、技术标准不得低于中修标准。2一般规定2.1STL-3、STL-3A型铁路货车滚动轴承压装机的修理分为小修、中修、项修和大修,其修理周期和修理周期结构按照《铁道部铁路局系统机械动力设备管理规则》的规定,小修为792~1056小时,中修为4752~6336小时